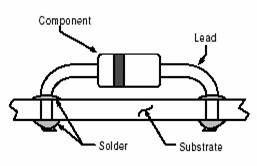
La Soldadura es un metal fundido que une dos piezas de metal, de la misma manera que realiza la operación de derretir una aleación para unir dos metales, pero diferente de cuando se soldan dos piezas de metal para que se unan entre si formando una unión soldada.
En la industria de la electrónica, la aleación de estaño y plomo es la más utilizada, aunque existen otras aleaciones, esta combinación da los mejores resultados. La mezcla de estos dos elementos crea un suceso poco comun. Cada elemento tiene un punto elevado de fundición, pero al mezclarse producen una aleación con un punto menor de fundición que cualquiera de los elementos para esto debemos de conocer las bases para soldar. Sin este conocimiento es difícil visualizar que ocurre al hacer una unión de soldadura y los efectos de las diferentes partes del proceso.
El estaño tiene un punto de fundición de 450º F; el plomo se funde a los 620º F. Ver grafica, en este diagrama de proporción de Estaño/Plomo consiste de dos parametros, uno de ellos es la temperatura en el eje vertical y la otra es la concentración en el eje horizontal. La concentración de estaño es la concentración del plomo menos 100. En el lado izquierdo del diagrama puede ver 100% de estaño, en el lado derecho del diagrama puede ver 100% de plomo. Las curvas dividen la fase líquida de la fase pastosa. La fase pastosa de la izquierda de la linea divide el estado líquido del estado sólido. Usted puede ver que estas lineas se unen en un punto correspondiente a una temperatura de 183º C o 361º F, a este punto se le llama punto eutectico. La aleación 63% estaño y 37% plomo tienen la misma temperatura sólida y líquida. Pastoso o en pasta significa que existen ambos estados, sólido y líquido. Entre mas alto sea el contenido de plomo, mayor sera el campo pastoso. Entre mas alto sea el estaño menor sera el campo pastoso. La soldadura preferida en la electrónica es la aleación eutectica debido a su inmediata solidificación.


Antes de hacer una union, es necesario que la soldadura ”moje” los metales básicos o metales base que formaran la unión. Este es el factor mas importante al soldar. Al soldar se forma una unión intermolecular entre la soldadura y el metal. Las moleculas de soldadura penetran la estructura del metal base para formar una extructura sólida, totalmemte metálica.
Capas Intermetalicas
-Es una unión de soldadura se forma una capa de compuesto intermetálico entre el estaño y el metal base.
- La velocidad de crecimiento de la capa intermetálica se incrementa al aumentar la temperatura.

Si la soldadura se limpia mientras esta aun derretida, sera imposible retirarla completamente. Se ha vuelto una parte integral de la base. Si unmetal graso se sumerge en agua no se “mojara” no importa que tan degado sea el aceite, se formarán bolitas de agua que se pueden sacudir de la superficie. Si el metal se lava en agua caliente utilizando detergente y se seca con cuidado, sumergiendolo de Nuevo en agua, el liquido se extendera completamente sobre la superficie y formara una pequeña capa. Esta capa de agua no se puede quitar a menos que se seque. El material esta entonces “mojado”. Cuando el agua moje el metal entonces esta perfectamente limpio, de tal forma la soldadura mojara el metal cuando las superficies de la soldadura y del metal estan completamente limpias. El nivel de limpieza que se requiere es mucho mayor que con el agua sobre el metal. Para tener una Buena unión de soldadura, no debe de existir nada entre los dos metáles. Casí todos los metáles se oxidan con la exposición al aire y hasta la capa mas delgada impedira que la soldadura moje el metal.
Wetting:
ü Es la acción que tiene lugar entre la soldadura líquida y la superficie sólida de la parte a ser soldada.

Dewetting:
ü Fenomeno en la cual la soldadura fundida se retira de una superficie previamente mojada.
ü Causas posibles son superficies intermetálicas pasivadas en PCB’s con HASL, metal base oxidado en las terminales de los componentes y otras superficies metálicas, etc.

Capa de Oxido
![]()
No Wetting:
ü Cualquier contaminante como óxido en la superficie a ser soldada sera una barrera que impedirá el mojado.

El flux o desoxidante sobrepasa la mayor parte de este problema, como se vera mas aldelante.
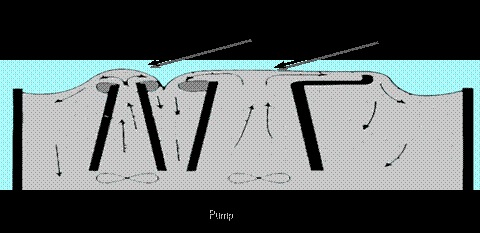
Cuando se unen dos superficies limpias de metal y se sumergen en soldadura fundida, la soldadura mojara el metal y subira hasta llenar los espacios entre las superficies contiguas. A esto se le conoce como la acción capilar. Si las superficies no estan limpias, no ocurrira la operación de mojado y la soldadura no llenara la unión. Cuando las tablillas con orificios cromados por una ola de soldadura, es esta fuerza la que llena los orificios y produce un llenado en la superficie superior. La presión de la ola no es lo que produce, esto si no la acción capilar de la soldadura.
Todos hemos visto insectos que caminan sobre la superficie de un estanque sin mojarse las patas. Ellos se apoyan sobre una capa o fuerza invisible llamada tension de la superficie. Esta es la misma que hace que el agua se conserve en bolitas sobre el metal aceitoso. La tensión de la supercie es la capa delgada que se ve sobre la superficie de la soldadura derretida. Los contaminantes de la soldadura pueden incrementar la tensión de la superficie y la mayoria pueden controlarse cuidadosamente. La temperatura de la soldadura tambien afectara la tensión de la superficie, reduciendola al incrementar su temperatura. Este efecto es pequeño comparado al de la oxidación.
El proposito del flux
· Reduce óxidos en todas las superficies involucrados en la unión de soldadura.
· Reduce la tensión superficial de la soldadura fundida.
· Ayuda aprevenir la reoxidación de la superficie durante la soldadura.
· Ayuda a transferir calor a las superficies a soldar.


Tipos de Flux
· R – Resina, fue el primer flux utilizado en la electrónica y aun es empleado. Esta hecho de savia que emana de algunos arboles (no haluros/no ácidos organicos). Adecuado para limpieza con solvente/saponificador. Este flux debe de ser lavado.
· RMA – Resina Media Activada (haluros limitados, ácidos orgánicos debiles limiados)Adecuado para limpieza con solvente/saponificador
· RA – Resina Activada (haluros/ácidos orgánicos débiles). Usado por algunos como no-clean, usualmente con solvente/saponificador.
· RSA – Resina Super Activada (alto nivel de haluros y ácidos orgánicos). Limpiado con solvente/saponificador.
· OA – Organico Activado (alto nivel de haluros, alto nivel de ácidos orgánicos fuertes). Debe de ser lavado con agua o saponificador
· NO-CLEAN – Los residuos no se lavan, no degradan la Resistencia al Aislamiento de Superficie (SIR).
NO-CLEAN
RESINA NATURAL Y SINTETICA – Acidos Orgánicos débiles y haluros.
RESINA NATURAL Y SINTETICA – Acidos orgánicos débiles solamente (sin haluros).
VOC-FREE – Acidos orgánicos débiles usualmente libres de resinas. El alcohol es reemplazado por agua.

--- Control de Contenido de Sólidos
1. Gravedad Específica
ü fluxes de altos sólidos (> 10%).
2. Titulación
ü Fluxes bajos a medios en sólidos (< 10%).
Los fluxes utilizados en los sistemas sellados no pierden solvente y por lo tanto no requieren de este control.
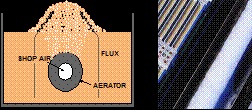
--- Métodos de Aplicación
1. Espuma
2. Ola
ü Utilizados para fluxes tipo OA, RMA y RA
ü Requieren control estricto del contenido de sólidos.
3. Spray
ü Utilizado para fluxes No-Clean.
Aleación Estándard: 63% de Estaño y 37% de Plomo
La aleación eutectica 63% de Sn y 37% de Pb es una aleación especial donde la fusion ocurre a una sola temperatura que es de 183º C (361º F).
Impurezas Metálicas: Pueden:
· Causar defectos severos de cortos (particularmebte cuando el hierro excede 0.005% y el Zinc excede 0.003%).
· Debilitar la resistencia de la union de la soldadura.
· Incrementar la razón de formación de escoria.
· Causar uniones opacas o granulosas.
· Reducir la capacidad de mojado (particularmente el azufre).
Impurezas No Metálicas: (Oxidos Incluidos).
· Las impurezas no metálicas u óxidos inluidos se mojan muy bién en la soldadura fundida y no se separan de la soldadura de la escoria.
· Los óxidos incluidos incrementan la viscosidad de la soldadura fundida, causando cortos y picos (icicles).
· Los óxicos incluidos pueden ser medidos mediante la Prueba de Inclusión de Escoria (Dross Inclusion Test).

Función del Percalentamiento
- Evapora los solventes del flux (IPA, Agua)
- Previene choque térmico de los PCB y de los componentes.
- Activa el Flux.
- Permite que la soldadura fluya atraves del PCB.
Tipos de Precalentadores
1. Radiante
· Habilidad pobre para evaporar el agua de los fluxes (VOC Free), pudiéndose generar bolas de soldadura.
· Transparencia de calor selectiva.
2. Convección Forzada
· Alta eficiencia en transparencia de calor.
· Volatiza el agua de los fluxes (VOC Free).
· Minimiza el incremento de temperatura entre las areas del PCB.
Tipos de Ola
1. Simple (Laminar)
Ola laminar usada en PCB de Throuh – Hole.
2. Doble (Laminar/Turbulenta).
Ola turbulenta seguida de ola laminar usada en PCB con componentes de SMT en el lado de la soldadura. La ola turbulenta previene el efecto de sombra en los componentes.
Beneficios
1. Previene oxidación.
· Facilita el uso de fluxes No-Clean.
2. No decolaración en los PCB.
3. Reduce la formación de escorias
· Menos mantenimiento requerido.
· Menos soldadura utilizada.
· Menos escoria que disponer.
Tipos de Sistemas Inertes (con Nitrógeno).
1. Sistema de Túnel Inerte
· Ambiente inerte en precalentadores y ola.
· Consumo de nitrógeno: 1400 – 2400 CFH.
2. Sistema Inerte Limitado.
· Ambiente inerte solo en la ola
· Consumo de nirógeno: 300 CFH.
Orientación de la Tarjeta.
- Los conectores e IC’s deben viajar perpendicularmente a la ola. Los chips deben de viajar paralelamente a la ola.
Flux.
- Verifique que el flux séa aplicado uniformemente en el PCB.
· Seleccione un flux adecuado al proceso. Si se requiere el uso de la ola turbulenta el flux debe sobrevivir mayor tiempo en contacto con la ola de soldadura.
Velocidad del Coveyor.
- El tiempo de contacto con la ola es función de la velocidad del conveyor y el area de contacto con la ola.
- Ajustar la velocidad del conveyor de acuerdo al tiempo de contacto especificado (Típico: 1.5 – 3.5 seg.)
El tiempo de contacto es el acumulado entre las olas turbulentas y
laminar.


Precalentamiento.
1. Precalentar tan rápido como séa posible pero sin exceder 2ºC/Segundo, medido en el lado superior de la tarjeta. Exceder 2ºC/Segundo (3.5ºF/Segundo) puede causar daño a los componentes debido a choque térmico.
2. Fluxes VOC Free.
§ Es optimo llevar la mayoria de los fluxes VOC Free hasta los 105-120º C (220º- 250º F).
§ Temperaturas inferiores pueden resultar salpicaduras.
§ Temperaturas superiores pueden volatilizar prematuramente los activadores causando defectos de cortos de soldadura.
Temperatura del Crisol.
§ El rango recomendado es de 460 – 500º F (235 – 260º C).
§ El uso de dos olas limita la actividad del flux. Use la ola turbulenta solo si tiene componentes de SMT en el lado de abajo del PCB.
Contaminación y Controles
La pureza de la soldadura tiene una gran efecto en la parte terminada y el numero de rechazos. Por consiguiente entender los efectos de la contaminación de la soldadura obviamente nos puede llevar a mejorar la calidad de las partes producidas a un costo reducido. Se recomienda no ignorar los efectos perjudiciales de las impurezas de la soldadura en la calidad y el indice de producción del equipo de soldadura por inmersión o de onda. Algunos de los problemas que prevalecen a causa de soldadura contaminada son uniones opacas o asperas, puentes y no poderse “mojar”. Cambiar la soldadura no es necesariamente la solución. Las soldaduras se pueden dividir en tres grupos básicos:
1).- Soldadura Reciclada
2).- Virgen.
3).- Alto Grado de Pureza.
Soldadura reciclada es desperdicio de Estaño y Plomo que se puede comprar y refinar por medio de procedimientos metalurgicos regulares. Los altos niveles de impureza pueden provocar problemas en las lineas de producción en masa. Soldadura Virgen este termino se refiere a la soldadura que estan compuestas de Estaño y Plomo estraidos del mineral. El nivel de pureza del Estaño y Plomo de esta materias primas es alto y excede, en muchos aspectos de la magnitud y las normas (ASTM & QQS-571). Soldadura de alto grado de pureza se selecciona Estaño y Plomo con bajo nivel de impurezas y se produce soldadura con bajo nivel de impurezas.
Antes de discutir problemas y soluciones considere la fuente de la contaminación metálica en un crisol u onda durante la manufactura. Obviamente en una parte del equipo bien fabricada, las paredes del recipiente para el metal fundido, al igual que la bomba y todas las demás superficies que llegan a estar en contacto con la soldadura estan hechas con un metal como el acero inoxidable. La contaminación del baño, por consiguiente, puede resultar unicamente por el contacto con el trabajo mismo.
Esto significa que un numero limitado de elementos se adquieren, dependiendo de la linea de producción. En el crisol de inmersión, esto significa que se podra encontrar cobre y zinc, al soldar con ola ensambles electrónicos y tablillas de circuitos impresos, significa que se podra encontrar cobre y oro. En otras palabras, un baño de soldadura solo se puede contaminar con aquellos metales con los que esta en contacto y los cuales son solubles en la soldadura.
Al ir subiendo el nivel de contaminación, la calidad de la soldadura se deteriora. Sin embargo, no existe una regal clara en cuanto al nivel de contaminación metálica donde la soldadura ya no se puede emplear.
No podemos prevenir que los materiales de los PCB toquen el baño e inevitablemente contaminaran la soldadura hasta cierto grado. No existen valores absolutos para todas las condiciones. El limite depende de los requisitos de especificación, diseño del PCB, solderabilidad, espaciado de los circuitos, tamaño de los conectores y otros parametros. Establezca sius propios niveles de contaminación.


Los Efectos de Contaminantes Comunes
Cobre
Uniones con apariencia arenosa, la capacidad de mojarse se ve reducida.
Aluminio
Uniones arenosas, aumenta la escoria en el crisol.
Cadmio
Reduce la capcidad de mojado de la soldadura, causa que la unión se vea muy opaca.
Zinc
Provoca que el indice de escoria aumente, las uniones se ven escarchadas.
Antimonio
En cantidades arriba de 0.5% puede reducir la capacidad de mojarse de la soldadura. En pequeñas cantidades mejora la capacidad de baja temperatura de la unión de la soldadura.
Hierro
Produce niveles excesivos de escoria.
Plata
Puede provocar uniones opacas, en concentraciones muy altas hara que la soldadura sea menos movil. No es un contaminante malo. Se añade a algunas aleaciones en forma deliberada.
Nickel
En pequeñas concentraciones, provoca pequeñas burbujas o ampollas en la superficie de la unión.
Nota: La union de la soldadura tiene apariencia opaca. El antimonio elimina este efecto.
 OTROS CONTAMINANTES
OTROS CONTAMINANTES
Fosforo, Bismuto, Indio, Sulfuro, arsenico, etc. Algunos de estos pueden considerarse contaminantes, sin embargo, unos de ellos se añaden a la soldadura en forma deliberada para fines especiales. Para soldar las tablillas a máquinas, se consideran materiales que pueden provocar contaminación de las uniones.
La escoria es el óxido que se forma en la superficie de la soldadura. El indice de la generación de escoria depende de la temperatura y la agitación. Mucho de lo que aparenta ser escoria es, en realidad, pequeños globules de soldadura contenidos en una pequeña pelicula de óxido. Entre mas turbulenta sea la superficie de la soldadura, mas escoria se produce. Los contaminantes tambien juegan un papel importante en la formación de escoria. Los elementos que oxidan contribuyen a esta formación. Aunque se cree que la escoria es perjudicial en los procesos de soldadura de ola, el óxido de la superficie protéje contra oxidación futura. No es necesario quitarla escoria con frecuencia, unicamente si interfiere con la acción de la ola o si la ola consiste en escoria.
Quitar la escoria una vez al día es, por lo general suficiente. Las areas donde se puede controlar la escoria son la temperatura y la agitación. Se ha encontrado que lo que se considera escoria es una mezcla de compuestos intermetalicos y escoria. Es importante quitar la acumulación superficial del crisol con herramientas que permitan que el metal se vuelva al crisol y solamente se quite la escoria. Se han empleado muchas cosas para reducir la escoria, pero mientras haya exposición al oxigeno, se generara escoria.
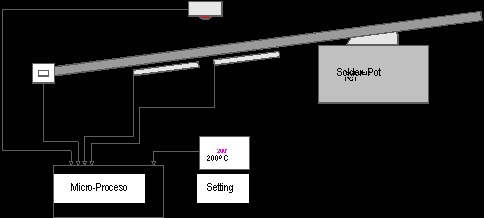
PERFILES TERMICOS
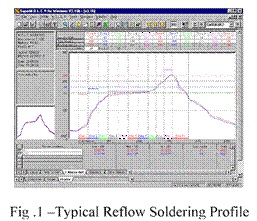

Este asegura que el proceso por soldadura de ola este en control. El analizador térmico es una herramienta de medición (Temperatura VS Tiempo) y detecta los cambios que presenta en proceso de soldadura en la máquina.
PERFIL
Esta definido como el traza un gradiente térmico por unidad de tiempo.
Los perfiles térmicos analizan:
- Cuantifican los Parametros de los Precalentadores
- La Temperatura de la Ola.
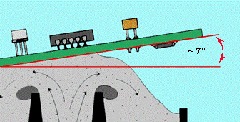
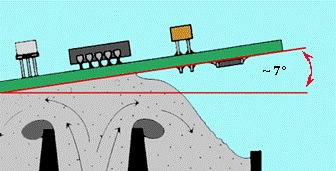
- El Paralelismo.
- Tiempo de Contacto (Tiempo de Contacto como la Velocidad del Conveyor).

· Flux insuficiente.
· Precalentamiento fuera de especificación.
· Orientación de PCB Incorrecta.
· Soldadura contaminada.
· Temperatura del crisol baja.
· Altura de la ola incorrecta.
· Escoria de la ola.
· Ola desnivelada.


· Relación alta de hoyo a terminal.
· Altura de ola incorrecta.
· Ola desnivelada.
· Soldabilidad PCB/Componentes.

· Precalentamiento fuera de especificación.
· Tipo de mascarilla.
· Flux insuficiente.
· Tiempo de contacto excesivo.
· Uso de ola turbulenta.
· Pobre calidad de PTH (Fractura en Pared).


No hay comentarios.:
Publicar un comentario