AIRE OCLUÍDO EN EL HORMIGÓN
El proceso de batido inevitablemente produce burbujas de aire que quedan atrapadas en el hormigón fresco del orden de 5 al 20% de su volumen -según sea su grado de fluidez- al momento de retirarlo de la hormigonera.
La ineficacia de la compactación manual por varillado, particularmente en hormigones poco fluidos, agrega nuevos vacíos por mala compactación a los procedentes del batido, más el riesgo de que queden peligrosas oquedades ocultas llamadas "nido de abejas".
Por cada 1% de vacíos remanentes dentro del hormigón endurecido, se reduce su resistencia de 4 a un 7%, en los rangos habituales de aire contenido.
En el cuadro -figura 1- se ilustra el problema.
AIRE INTENCIONALMENTEINCORPORADO AL HORMIGON
En algunos casos, por razones de impermeabilidad, resistencia al congelamiento, trabajabilidad, etc, y dentro de estrictas limitaciones, se proyectan hormigones con aire intencionalmente incorporado, lo cual es logrado por medio de aditivos químicos.
Este proceder trae como consecuencia, generalmente accesoria, un mejor deslizamiento de las partículas entre sí, lo que confiere mayor fluidez al hormigón, función propia del agua dentro de la mezcla. Entonces, para una misma fluidez, la incorporación de aire permite reducir una parte proporcional del agua. De esta forma la menor cantidad de agua significa mayor resistencia y este incremento de resistencia compensará aproximadamente el debilitamiento producido por la mayor cantidad de aire incorporado.
OBJETIVO DE LA VIBRACIONDEL HORMIGON RESPECTO DEL AIRE
Lo que se pretende es obtener hormigones de compactación correcta que permita mantener el nivel de aire ocluído dentro de los límites previstos cuando se proyectó su dosificación.
La figura 2 detalla las cantidades de aire no intencionalmente incorporado (naturalmente incorporado) consideradas normales, y las incorporadas intencionalmente por medio de aditivos químicos, en relación al Diámetro máximo del aglomerado grueso (Dmax), según las recomendaciones del American Concrete Institute (A.C.I.).
Hormigones secos tienden a retener proporciones de aire mayores a los normales, durante su elaboración y compactación, que los de consistencia fluida.
Hormigones secos o de bajo asentamiento, son requeridos especialmente por diversas razones: mayor resistencia a la compresión, mayor impermeabilidad, menor contracción de fraguado, mayor resistencia química o física, etc. En la mayoría de los casos vinculado a bajas relaciones agua/cemento.
VIBRACION DEL HORMIGON: SUS EFECTOS
Consiste en someter al hormigón fresco, inmediatamente luego de ser vertido en encofrados, a vibraciones de alta frecuencia que producen en sus partículas una drástica reducción de su fricción interna, imprimiéndoles una rápida y desorganizada movilización en el área de influencia del vibrador. La pasta adquiere una consistencia más fluida aparentando licuarse. Se ha calculado que la fricción interna dentro del hormigón fresco en reposo es de 20 kPa, mientras que durante la vibración ella disminuye a 1 kPa.
Esta movilización de todas las partículas y de la pasta, permite que burbujas de aire asciendan dentro de la masa del hormigón fresco y salgan al exterior.
Burbujas de mayor tamaño son removidas con mayor facilidad por su capacidad de flotar dentro de la masa. El aire cercano a la fuente de vibración es expelido antes que el que se encuentra en los puntos más alejados de su radio de acción.
Durante el proceso, la pasta cementicia se introduce y presiona entre los agregados más gruesos, distribuyéndolos en forma más homogénea.
Estas son entonces las dos funciones de la vibración: expeler el aire excedido sobre lo previsto y distribuir en forma más homogénea las partículas dentro del hormigón. Su aplicación resulta más necesaria cuanto menos fluida se haya proyectado la mezcla. En los casos de hormigones poco plásticos y secos su utilización es imprescindible.
La acción vibratoria debe continuarse hasta que el aire atrapado se haya reducido a límites aceptables, y el hormigón logrado, una densidad compatible con la resistencia u otras condiciones requeridas.
En vibradores de inmersión el tiempo normal de vibrado para hormigones de asentamiento 2,5 a 7,5 cm, en cada introducción, es de 5 a 15 segundos, promedio 10 segundos.
El tiempo exacto lo valorará el operador experimentado, cuando observe la dismimución de la salida de burbujas hasta cantidades reducidas.
Insistir con más tiempo de vibración pretendiendo remover la totalidad del aire más allá de lo aceptable no resulta práctico, y en hormigones mal dosificados puede causar efectos nocivos como ser la disgregación del material. De todas maneras debe tenerse en cuenta que es menos perjudicial el exceso de vibración que su falta.
En los casos de aire intencionalmente incorporado, limitando la vibración a los tiempos señalados, se expelen las burbujas y se aventan las oquedades grandes, quedando retenido el aire previsto en la medida que la cantidad dosificada responda a un cuidadoso cálculo que haya contemplado la acción vibratoria.
Cuando la vibración se suspende, la fricción interna inmoviliza nuevamente la pasta.
RELACION ENTRE VIBRADO Y FLUIDEZ
La fluidez del hormigón fresco se verifica por su asentamiento en centímetros medido por el método del Tronco de Cono (Tronco de Cono de Abrams - IRAM 1536). Existen otros métodos para medir la fluidez, pero éste es el de uso más habitual. Su rango se extiende entre 0 y 22 cm, correspondiendo estos extremos a hormigón "seco" y hormigón "fluido" respectivamente.
Por encima de 15,5 cm se requiere el uso de aditivos superfluidificantes (CIRSOC 6.6.3.10) y excepcionalmente vibración; entre 10 y 15 cm se utilizará el vibrador en forma leve acompañando al varillado manual; entre 5 y 9,5 cm la vibración será normal simultánea con el varillado, y entre 2,5 y 6,5 cm se requieren vibradores más potentes y vertido en capas delgadas. Menos de 2,5 cm de asentamiento se impone el uso de vibradores de encofrado o de superficie, exclusivamente.
HORMIGONESDE POCA FLUIDEZ
La resistencia a la compresión de hormigones normales, está vinculada a la relación agua/cemento en forma inversamente proporcional, de acuerdo a la curva de Abrams. Bajas relaciones agua/cemento son requeridas para mayor resistencia a la compresión, a las agresiones físicas o químicas, impermeabilidad, etc. (CIRSOC 6.6.3.9). En hormigones sin aditivos, relaciones agua/cemento (en peso siempre) inferiores a aproximadamente 0,40 ó 0,45, no son generalmente compatibles con altos grados de fluidez de la mezcla, en razón de la mayor cantidad de agua requerida para y/o el mayor volumen de cemento incorporado, tornan inadecuadas las cantidades unitarias y proporciones de los agregados restantes.
Cuando no se utilizan aditivos, hormigones menos fluidos se relacionan entonces con exigencias y requerimientos de uso.
FRECUENCIAS DE VIBRACIONY TAMAÑO DE PARTICULAS
Cada tamaño de partículas responde a una particular cantidad de vibración por unidad de tiempo. La frecuencia es usualmente expresada en vibraciones por minuto (vpm) y más modernamente en Hertz (1 Hertz (Hz) = 1 vibración/segundo = 60 vib/min).
Las frecuencias de los vibradores varían de 3.000 a 14.000 vpm. Las frecuencias medianas y altas (7.000 a 12.000 vpm) excitan los granos finos. Las altas frecuencias tienen la ventaja de que movilizan los finos, éstos rodean los agregados más gruesos inmovilizados dando como resultado una buena distribución de los mismos a la vez que, como ya se ha mencionado, facilitan la ascensión y expulsión de las burbujas de aire retenido. Las bajas frecuencias deben ser aplicadas con mucho cuidado pues excitan los agregados gruesos causando excesiva movilidad en la mezcla que puede originar segregación, siendo también menor el grado de compactación alcanzado.
Un cálculo estimativo de la relación entre vpm y tamaño de partículas movilizadas es el siguiente:
De 12.000 a 9.000 vpm, partículas de tamaño entre 0,08 y 2 mm. De 9.000 a 6.000 vpm, tamaños entre 0,5 y 7 mm. De 6.000 a 3.000 vpm tamaños entre 2 y 25 mm.
TIPOS DE VIBRADORES
Un vibrador transmite al hormigón en forma directa o indirecta un movimiento oscilatorio de alta frecuencia. El órgano pulsante consiste, generalmente, en un árbol giratorio vinculado a una masa excéntrica y alojado dentro de una envoltura hermética.
El accionamiento se efectúa mediante motor eléctrico, aire comprimido o motor a explosión, en cuyo caso la potencia es transmitida al aparato a través de un eje flexible (trenza de acero en vaina espiralada). Existen también equipos vibradores alternativos, accionados por pulsaciones electromagnéticas, otros por aire comprimido y de tipo hidráulico.
Algunos modelos actúan directamente sobre el hormigón a compactar, ya sea sumergidos en su masa (vibración interna) por medio de vibradores de inmersión o bien apoyados en su superficie (vibración superficial) por medio de reglas vibradoras. Otros lo hacen por intermedio de los moldes o encofrados, sujetos a su estructura o sobre mesas vibradoras (vibración indirecta).
Podemos clasificar resumidamente los vibradores en 2 clases y 4 tipos:
- Externos (asentamiento entre 0 y 7,5 cm):
De superficie: Consisten en un motor con vibrador que actúa sobre una regla rígida. Para volúmenes de hormigón de poco espesor relativo y mucha superficie, por ej. pavimentos, losas extensas, etc. Frecuencia 3.000 a 4.500 vpm.
De mesa: Es una mesa metálica con un vibrador solidario. Para prefabricados de volúmenes manejables y trasladables, por ej., caños de hormigón, columnas premoldeadas, premoldeados livianos en general, etc. Frecuencia 3.000 a 6.000 vpm.
De encofrados: El equipo vibrador se sujeta a soportes robustos del encofrado. Para prefabricados grandes con encofrados suficientemente reforzados, y excepcionalmente en obras "in situ" para zonas donde los vibradores de inmersión no accedan y/o el hormigón sea demasiado "seco". Frecuencia 3.000 a 12.000 vpm.
- Internos (asentamientos de 2,5 cm en más):
De inmersión: Vaina vibrante alargada que se sumerge en el hormigón desde su superficie. Es el de uso más frecuente en obras generales y la variación de sus modelos se puede relacionar con la medida del asentamiento según la siguiente subclasificación:
- con eje flexible: de 2,5 a 15 cm de asentamiento. - con motor incorporado: de 5 a 15 cm de asentamiento. - neumático o hidráulico: más de 10 cm de asentamiento.
miércoles, 18 de enero de 2006
Cartografia
Etiquetas:
Sistemas Geodesicos
Contexto del mapa:
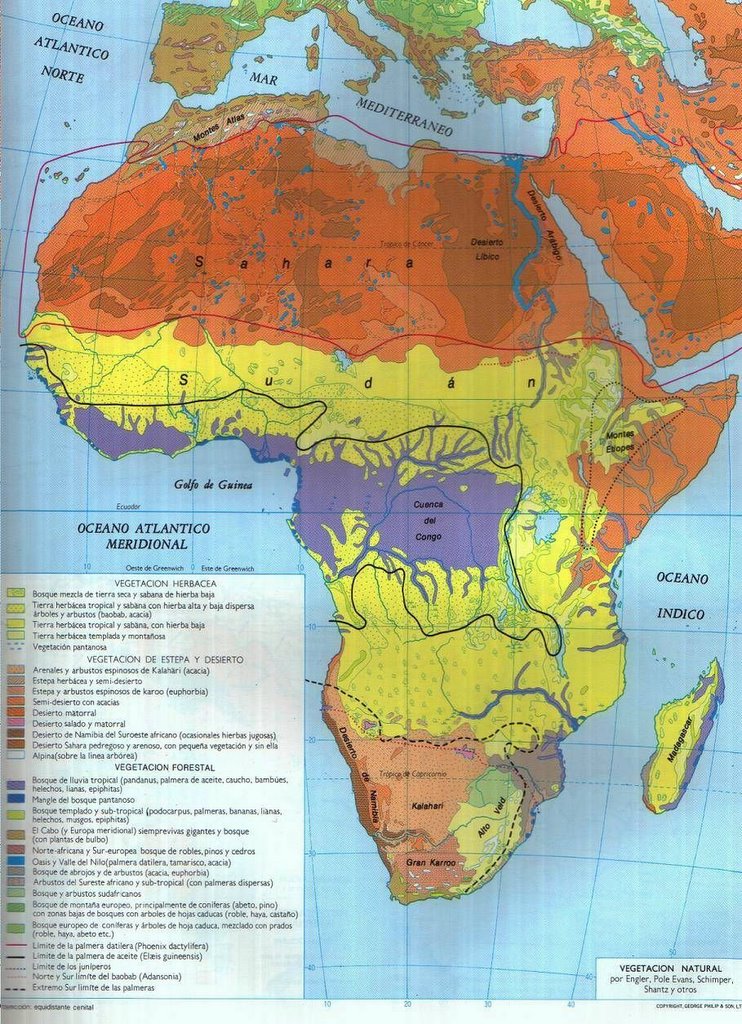
El mapa se ha obtenido del Atlas Everest, el mapa ocupa toda una hoja de tamaño A-4.
La escala del mapa estaba situada encima del mismo, además de la escala numérica había una escala gráfica, muy útil si el mapa sufre ampliaciones o reducciones.
Objetivos del mapa:
Con el mapa se pretende informar con detalle sobre los tipos de vegetación natural de África, el sur de Europa, Canarias, Turquía y Arabia.
Para ello se ha usado una proyección equidistante cenital.
Se han omitido la topografía dela zona así como objetos de carácter artificial como carreteras, ciudades, fronteras entre países...
Información que se cartografía:
Mediante el relleno con diferentes colores de zonas se ha cartografiado los lugares donde hay diferentes tipos de vegetación, mediante el trazado de líneas de diferentes tonos y formas se representan los límites de algunas de las plantas más importantes.
La vegetación herbácea y sabana se ha representado las zonas con colores amarillos y diferentes puntos en el interior se diferencian distintos tipos de plantas herbáceas.
Los desiertos y arenales se han representado con diversos tonos de marrón.
Con tonos azules las zonas pantanosas o de lluvia tropical. También en color azul claro se ha representado los paralelos y meridianos y los océanos, ríos y lagos.
Con tonos verdes los diversos tipos de vegetación forestal (en Europa).
Tipos de símbolos que aparecen:
Líneas: Para separar limites donde no crecen diversos tipos de árboles.
Zonas: Para representar diferentes tipo de vegetación mediante diversos tonos o puntos.
Puntos: En el mapa no se observan puntos aislados.
Variables visuales utilizadas:
Color o tono con implantación zonal: Para distinguir diversos tipos de vegetación.
Se puede observar como el símbolo para representar la estepa herbácea es una zona pintada con dos colores diferentes, estos colores son los correspondientes a los arenales y a la estepa pudiendo deducirse que la estepa herbácea es en cierta medida una mezcla de un arenal y una estepa normal.
Aparecen líneas en las que varia tanto su color como su forma(discontinuas) para encerrar las regiones donde se da un cierto tipo de planta.
El océano se ha representado con color cian y los meridianos y paralelos de color azul más oscuro, los meridianos y paralelos se han prolongado sobre los continentes. Meridianos y paralelos se espacian cada 10º
El tono (color)es variable asociativa y selectiva, es decir que sirve para representar variables selectivas(donde cada categoría se ve diferente pero no hay orden de importancia) y variables asociativas(donde cada conjunto de categorías de una variables).
En este mapa la propiedad selectiva de la variable color se pone de manifiesto cuando de un golpe de vista se diferencian entre los diferentes tipo de vegetación.
La propiedad asociativa se manifiesta cuando se puede agrupar fácilmente el mismo tipo de vegetación aunque se encuentre en lugares diferentes. Se ve como el mismo tipo de vegetación se distribuye casi simétricamente con respecto al ecuador
Las líneas son de diferente tono y de diferente formas(discontinuas) y de tamaño(algunas más gruesas).
Las variaciones de valor(si un color es más claro o más oscuro) no son muy abundantes, aunque se puede percibir diversos valores de marrón para representar diversos tipos de desierto y diversos valores de amarillo para representar tierras secas o de sabana.
Creemos que se ha usado en exceso la variable de tono y de valor puesto que hay demasiadas categorías y no hay mucho parecido entre algunos de los colores usados y no es fácil apreciar diferencias entre algunas de ellas. Algunos ejemplos de esta dificultad para distinguir categorías son:
*Tierra herbácea tropical-tierra herbácea templada
*Desierto de Namibia-Desierto del Sahara
*Bosque de abrojos-Arbustos del sureste africano.
Esta cantidad de categorías hace que sea muy frecuente el uso de la leyenda para saber que es cada cosa, si hubiese menos categorías seria más fácil recordar lo que significa cada color y más cómoda la lectura del mapa.
Como propuesta de mejora seria reducir el número de categorías y así reducir el número de tonos y valores usados, se podrían agrupar categorías que son muy parecidas como por ejemplo no poner más de dos tipos de desierto, o agrupar los bosques europeos en solo un grupo, así como agrupar los distintos tipos de tierras herbáceas en uno o dos a lo sumo. Así se evita que haya tantas categorías parecidas que un usuario normal quizás no le interese tanta diferenciación.
CONDICIONANTES DEL DISEÑO:
àObjetivo del mapa: Mostrar la vegetación natural existente en las zonas cartografiadas
àApariencia deseada: El aspecto deseado es un mapa luminoso, claro y exacto y de aspecto tradicional, debido a que la variable usada con más frecuencia es el color el mapa presenta un aspecto muy luminoso.
Debido a la abundancia de colores claros (como el azul del océano) el mapa presenta un aspecto tranquilo, si abundaran los rojos saturados el aspecto del mapa seria más excitante.
àLimitaciones técnicas: Para hacer el mapa las limitaciones técnicas han sido muy pocas, el mapa debía caber en un A-4, como todo el atlas es a color el mapa también debía serlo. Otras limitaciones son las del escáner y las de la impresora usadas para reproducir el mapa sin tenerlo que cortar del atlas.
àRealidad cartografiada: El continente africano se adapta bien al formato A-4 pero también se ha representado otras zonas periferias a África que también son cartografiadas en otras hojas del mapa junto con el resto del continente al que pertenecen.
àUsuarios: El mapa va dirigido para usuarios experimentados en la lectura de mapas y con conocimientos de botánica y de vegetación puesto que se usan muchos nombres de plantas que un usuario normal no conoce.
USO DE COLORES:
El valor connotativo de los colores se usa para asimilar diferentes tipos de plantas con colores que al usuario les haga asimilar al color de las plantas:
El color amarillo se usa para las plantas secas de las sabanas africanas y para las hierbas altas. La elección de este color se hace para asemejar el color amarillo de las sabanas africanas con el color que se aprecia en el mapa. El amarillo se le asocia con zonas de sequía y de sol
El color marrón se usa para representar los desiertos y los arenales, este color se ha elegido porque la arena tiene un color marrón claro. Los tonos marrones y rojos se les asocia con zonas calurosas.
El color blanco se usa para representar las zonas de alta montaña (Atlas, Pirineos y Alpes) debido a que en estas zonas el color blanco de la nieve predomina.
En zonas de lluvia tropical el color elegido es el azul al que siempre se le asocia con el agua.
El verde se usa para representar zonas de bosques (robles, pinos, abetos) en Europa, El color verde se le asocia con vegetación y bosques.
La elección de los colores ha sido muy acertada puesto que el valor connotativo de los colores se ha usado correctamente, y se usan colores apropiados para representar vegetación que es de ese color.
Para evitar el contraste simultaneo se han representado los colores de la leyenda en un cuadrado negro de tamaño suficiente y separados de los cuadrados de color diferente.
Como no se representan altitudes no se expresan las connotaciones de aproximación y alejamiento.
La connotación de individualidad y comunidad se pone de manifiesto por ejemplo en que la estepa herbácea es una zona pintada con dos colores diferentes, estos colores son los correspondientes a los arenales y a la estepa pudiendo deducirse que la estepa herbácea es en cierta medida una mezcla de un arenal y una estepa normal.
El fenómeno de irradiación se evita no poniendo líneas blancas sobre un fondo negro.
COMPOSICIÓN DEL MAPA:
àEscala: Estaba situada en la encima del mapa, era una escala numérica y otra gráfica, pero por problemas de espacio en el escáner fue omitida. La escala Esta correctamente ubicada y aportaba mucha información. La escala gráfica sirve para comprobar si el mapa ha sufrido ampliaciones o reducciones.
àDirección del Norte: En este mapa no se expresa la dirección del Norte debido a que no es un mapa de viaje ni de puertos, el norte esta en el margen superior del mapa, Además el dibujo de paralelos y meridianos sirve para medir rumbos en caso de necesidad puesto que el objetivo del mapa no es servir de orientación.
àLeyenda: Incluye todos los símbolos y colores que aparecen en el mapa, excepto los autoexplicativos como son el color azul del océano que debido a lo evidente no sale en la leyenda. La leyenda aparece dentro de los márgenes del mapa para evitar que se puede perder o recortar. Todos los colores que aparecen en la leyenda son los mismos que los que los aparecen en el mapa para evitar dudas. Aparecen en cuadros verticales separados para evitar inducción y contraste simultaneo.
àTitulo: Aparece en un rectángulo en la parte inferior derecha, dentro del recinto del mapa. El titulo es “Vegetación natural”, también se muestra información sobre los autores y fuentes, que serán útiles en caso de necesitar conocer la fiabilidad de la información suministrada por el mapa. El mapa pertenece a una serie de mapas en las que se informa de la vegetación natural existente en los continentes.
àProyección: Aparece debajo del mapa a la izquierda. La proyección usada es equidistante cenital, este dato puede ser importante si el usuario del mapa entiende de cartografía, si no este dato se podría omitir, pero por lo completo del mapa se supone que va dirigido a gente que entiende de mapas.
àAutor: El autor aparece justo debajo del título del mapa en el mismo recuadro, también aparece el copyright del mapa.
àFecha: La fecha no aparece en el mapa, pero se supone que debe ser anterior a la publicación del atlas que data de 1992.
àMarco: El mapa aparece en un marco simple de color negro y de un solo trazo.
àCuadrícula: Los paralelos y meridianos se curvan debido a la proyección, no se ofrece cuadrícula UTM auxiliar para la toma de mediciones.
àMapa índice: No aparece un mapa indicativo para ubicar la zona que se ha cartografiado, pero no es necesario ya que todo el mundo sabe donde está África y además se observa la península Ibérica para situar la región.
ROTULACIÓN:
La función de los rótulos es la de distinguir entre diferentes accidentes geográficos, puesto que se usan diferentes tipos de letras según lo que se esté rotulando.
Solo esta rotulado África. Todos los rótulos se han escrito en cursiva ya que todos se refieren a cosas naturales y no a ciudades o construcciones artificiales que se deberían de rotular en vertical.
Para los océanos y grandes mares se ha usado una fuente Moderna, con serif y en mayúsculas, se ha procurado que el rótulo abarque todo el lugar, para ello se ha alargado el letrero produciendo mayor separación entre las palabras pero no entre las letras, como ejemplo el mar mediterráneo. Algunos rótulos se han tenido que curvar para hacerlos paralelos a los paralelos (océano atlántico norte).
Con letras en minúscula y de menor tamaño pero del mismo tipo se han rotulado pequeños accidentes geográficos relacionados con los océanos (como por ejemplo el Golfo de Guinea).
Todos los rótulos pertenecientes a océanos se encuentran dentro de estos.
Con rótulos negros en minúsculas se han rotulado grandes regiones (como Sahara o Sudán) se ha usado una letra sin serif, posiblemente Arial. Se ha procurado que el rótulo ocupe todo el espacio geográfico que se está rotulando para así evitar dudas o mal interpretaciones
Con letras de tamaño inferior a las anteriores y de las mismas características se ha rotulado pequeños accidentes geográficos y cordilleras o desiertos de menor tamaño, como ejemplo los Montes Atlas y Kalahari. Para encajar el rótulo en la región se ha curvado e inclinado, pero siempre respetando las normas establecidas y así haciendo más fácil su lectura, como ejemplo de rótulos inclinados: Desierto de Namibia y alto Veid .
Con letras y números pequeños, de color azul se han rotulado la red de paralelos y meridianos. Si algún paralelo o meridiano pasa por encima de su rótulo se ha interrumpido la línea y no el rótulo.
No se ha partido nunca ninguna palabra mediante un guión ni tampoco se ha interrumpido ningún rotulo en caso de que coincidiera con líneas
Ceramica: Fabricacion
Etiquetas:
Materiales para la Construccion Civil
FABRICACIÓN DE PRODUCTOS CERÁMICOS
Hasta la obtención de un determinado producto cerámico la arcilla y demás materias primas han de pasar por una serie de procesos:
Preparar las pastas arcillosas adecuadas: la preparación de la pasta se realiza mecánicamente, produciéndose consecutivamente las siguientes operaciones.
*Tamizado: Para eliminar las partículas más gruesas, no correspondientes a la fracción arcillosa.
*Lavado: Para eliminar otras impurezas.
*Molido: Para disgregar las arcillas y triturar los desengrasantes.
*Mezclado y amasado: Para conseguir toda la homogeneización de la materia prima y agua.
*Raspado laminado: permite una mayor homogeneización de la pasta
Moldeo: actualmente se realiza el moldeo a máquina (galleteras), estos sistemas tratan de obtener productos seriados de mayor calidad. Permiten diminuir el agua de amasado y trabajar con pastas más secas, o bien, trabajar con arcillas poco plásticas. Básicamente constas de un cuerpo cilíndrico horizontal en el cual gira un eje que tiene unos Helicoides, que empujan la pasta hacia una boquilla que le da forma.
Moldeo por prensa: Permite el moldeo de pastas secas para la fabricación de tejas planas. Se da la forma mediante troquel que se comprime a gran presión.
Moldeo por colada: se utiliza una pasta arcillosa liquida mediante álcalis que recibe el nombre de barbotina, se introduce en moldes de yeso que son los encargaos de dar la forma del producto, este sistema se emplea en ciertos productos de porcelana, loza o gres (fregaderos, inodoros, bidets, etc.).
Secado: Durante el secado se elimina parte del agua de amasado hasta un 5%. Debe de realizarse de forma gradual y progresiva para evitar alabeos y resquebrajamientos.
Cocción: Cualquier defecto de las fases de fabricación anteriores se manifestará y potenciará durante le cocción. La cocción se realiza en distintos tipos de hornos:
Hornos discontinuos: estarán fríos cuando se coloquen los productos ha cocer, a continuación se eleva la temperatura progresivamente hasta obtener el punto optimo previsto para cada pasta, y luego se va enfriando lentamente.
Hornos continuos: la temperatura para la cocción siempre estará presente, para la cocción de los productos se deslizan éstos par la zona de fuego (hornos túnel) o, por el contrario el fuego avanza encontrándose los productos estáticos (hornos hoffmann). Sea cual sea el sistema están constituidos por tres zonas caloríficas; precalentamiento, cocción y enfriamiento.
La cerámica vidriada sigue el mismo procedimiento del producto cerámico con la diferencia de que se eleva la temperatura durante la cocción provocando así que se vitrifique, los poros se cierran y el material se vuelve compacto . Otra manera de obtener cerámica vidriada es mediante el empleo de barnices o esmaltes, con lo que los productos obtienen una superficie dura, permeable y lisa.
Los azulejos son piezas de poco espesor utilizadas tanto en revestimientos verticales como en pavimentos. Consta de un soporte arcilloso, denominado bizcocho y de un recubrimiento vítreo por medio de un esmalte cerámico que le dota de una superficie impermeable y dura.
La fabricación del azulejo se puede realizar según dos procesos, proceso bicocción, proceso de monococción.
Proceso de bicocción:
Preparación de las materias primas por vía seca convencional.
Moldeo por prensado en semiseco.
Secado estático en primer lugar y luego dinámico en secaderos túnel.
Primera cocción del soporte en hornos túnel.
Selección del bizcocho.
Aplicación del vidriado.
Segunda cocción del vidriado.
Clasificación del azulejo.
Embalaje.
Expedición.
Proceso monococción:
Preparación de las materias primas por vía húmeda (15-25% de agua).
Secado por atomización.
Moldeo por prensado en semiseco.
Secado rápido en secaderos dinámicos.
Aplicación del vidriado.
Cocción del soporte y vidriado.
Clasificación del azulejo.
Embalaje.
Expedición.
El gres es un producto cerámico elaborado con arcillas fácilmente vitrificables durante la cocción. Se obtienen productos impermeables, de gran dureza y alta compacidad
Se obtiene a partir de arcillas que funden a bajas temperaturas, con ausencia total de carbonatos. Se les añade cuarzo y feldespatos.
Con gres se pueden fabricar variedad de productos, (aparatos sanitarios, tuberías de saneamiento para sustancias químicas agresivas, etc). Su mayor campo de aplicación es sin duda en la fabricación de revestimientos y pavimentos de azulejos gresificados:
Gres rústico extrusionado, de muy baja porosidad, no se aplica recubrimiento vidriado.
Pavimentos vidriados de gres, con soporte de diferente coloración parcialmente gresificados denominados comúnmente pavimentos de gres o gres monococción. Es el pavimento cerámico más demandado.
Pavimentos de gres porcelánico, constituidos por mezcla de arcillas vitrificadas de composición prósima a la porcelana, cocidas a una temperatura tal que se obtiene un producto no susceptible de alteraciones físicas o químicas, y absolutamente impermeable. Se identifica con los pavimentos de elevadas prestaciones mecánicas.
Hasta la obtención de un determinado producto cerámico la arcilla y demás materias primas han de pasar por una serie de procesos:
Preparar las pastas arcillosas adecuadas: la preparación de la pasta se realiza mecánicamente, produciéndose consecutivamente las siguientes operaciones.
*Tamizado: Para eliminar las partículas más gruesas, no correspondientes a la fracción arcillosa.
*Lavado: Para eliminar otras impurezas.
*Molido: Para disgregar las arcillas y triturar los desengrasantes.
*Mezclado y amasado: Para conseguir toda la homogeneización de la materia prima y agua.
*Raspado laminado: permite una mayor homogeneización de la pasta
Moldeo: actualmente se realiza el moldeo a máquina (galleteras), estos sistemas tratan de obtener productos seriados de mayor calidad. Permiten diminuir el agua de amasado y trabajar con pastas más secas, o bien, trabajar con arcillas poco plásticas. Básicamente constas de un cuerpo cilíndrico horizontal en el cual gira un eje que tiene unos Helicoides, que empujan la pasta hacia una boquilla que le da forma.
Moldeo por prensa: Permite el moldeo de pastas secas para la fabricación de tejas planas. Se da la forma mediante troquel que se comprime a gran presión.
Moldeo por colada: se utiliza una pasta arcillosa liquida mediante álcalis que recibe el nombre de barbotina, se introduce en moldes de yeso que son los encargaos de dar la forma del producto, este sistema se emplea en ciertos productos de porcelana, loza o gres (fregaderos, inodoros, bidets, etc.).
Secado: Durante el secado se elimina parte del agua de amasado hasta un 5%. Debe de realizarse de forma gradual y progresiva para evitar alabeos y resquebrajamientos.
Cocción: Cualquier defecto de las fases de fabricación anteriores se manifestará y potenciará durante le cocción. La cocción se realiza en distintos tipos de hornos:
Hornos discontinuos: estarán fríos cuando se coloquen los productos ha cocer, a continuación se eleva la temperatura progresivamente hasta obtener el punto optimo previsto para cada pasta, y luego se va enfriando lentamente.
Hornos continuos: la temperatura para la cocción siempre estará presente, para la cocción de los productos se deslizan éstos par la zona de fuego (hornos túnel) o, por el contrario el fuego avanza encontrándose los productos estáticos (hornos hoffmann). Sea cual sea el sistema están constituidos por tres zonas caloríficas; precalentamiento, cocción y enfriamiento.
La cerámica vidriada sigue el mismo procedimiento del producto cerámico con la diferencia de que se eleva la temperatura durante la cocción provocando así que se vitrifique, los poros se cierran y el material se vuelve compacto . Otra manera de obtener cerámica vidriada es mediante el empleo de barnices o esmaltes, con lo que los productos obtienen una superficie dura, permeable y lisa.
Los azulejos son piezas de poco espesor utilizadas tanto en revestimientos verticales como en pavimentos. Consta de un soporte arcilloso, denominado bizcocho y de un recubrimiento vítreo por medio de un esmalte cerámico que le dota de una superficie impermeable y dura.
La fabricación del azulejo se puede realizar según dos procesos, proceso bicocción, proceso de monococción.
Proceso de bicocción:
Preparación de las materias primas por vía seca convencional.
Moldeo por prensado en semiseco.
Secado estático en primer lugar y luego dinámico en secaderos túnel.
Primera cocción del soporte en hornos túnel.
Selección del bizcocho.
Aplicación del vidriado.
Segunda cocción del vidriado.
Clasificación del azulejo.
Embalaje.
Expedición.
Proceso monococción:
Preparación de las materias primas por vía húmeda (15-25% de agua).
Secado por atomización.
Moldeo por prensado en semiseco.
Secado rápido en secaderos dinámicos.
Aplicación del vidriado.
Cocción del soporte y vidriado.
Clasificación del azulejo.
Embalaje.
Expedición.
El gres es un producto cerámico elaborado con arcillas fácilmente vitrificables durante la cocción. Se obtienen productos impermeables, de gran dureza y alta compacidad
Se obtiene a partir de arcillas que funden a bajas temperaturas, con ausencia total de carbonatos. Se les añade cuarzo y feldespatos.
Con gres se pueden fabricar variedad de productos, (aparatos sanitarios, tuberías de saneamiento para sustancias químicas agresivas, etc). Su mayor campo de aplicación es sin duda en la fabricación de revestimientos y pavimentos de azulejos gresificados:
Gres rústico extrusionado, de muy baja porosidad, no se aplica recubrimiento vidriado.
Pavimentos vidriados de gres, con soporte de diferente coloración parcialmente gresificados denominados comúnmente pavimentos de gres o gres monococción. Es el pavimento cerámico más demandado.
Pavimentos de gres porcelánico, constituidos por mezcla de arcillas vitrificadas de composición prósima a la porcelana, cocidas a una temperatura tal que se obtiene un producto no susceptible de alteraciones físicas o químicas, y absolutamente impermeable. Se identifica con los pavimentos de elevadas prestaciones mecánicas.
Sistemas de Calidad en los Procesos Productivos
La industria lo tiene muy claro, así lo confirma la experiencia de más de 20 años en otros países europeos, que "los materiales de la construcción procedentes del reciclaje solo se mantendrán en el mercado, con las mismas oportunidades que los naturales y artificiales, si su procesado y composición cumplen las reglas de un elevado Control de Calidad".
Es obvio, que a medida de una producción creciente, se tienen que establecer y perfeccionar los Controles de Calidad, que acompañan esa nueva gama de producción, la de los granulados pétreos reciclados, que son materiales inorgánicos, tratados y regenerados, que previamente han sido utilizados como material de construcción.
Intentaré reseñar los pormenores relevantes que constituyen ese Control de Calidad del producto reciclado y comentaré la normativa técnica, que aplican algunos países Europeos, en los usos regulados.
Podemos decir, que una de las inquietudes del GERD (Gremio de Entidades del Reciclaje de Derribos) desde su fundación, es crear y contribuir para su aplicación, en todos los ámbitos competentes (p.e. Comité AENOR/CTN 146, Grupo de Trabajo "ad hoc, áridos reciclados") normas y guías prácticas, cuyo cumplimento permitirá una certificación de la calidad del nuevo producto, procedente del proceso de reciclaje.
Al comentar los sistemas de calidad, es lógico que observemos las 'Recomendaciones de la F.I.R (Asociación Internacional para el Reciclaje de los Materiales de la Construcción)' que agrupan las formas y estructura del Control de Calidad, relevantes para la producción de Áridos reciclados, en las siguientes 8 facetas:
1. la obtención de los derribos a reciclar,
2. admisión y almacenaje de los derribos, por tipos de material,
3. la fase del procesamiento y revalorización,
4. clase o categoría de los productos,
5. los ensayos técnicos específicos de los materiales de la construcción, para usos regulados,
6. la composición y características de las distintas fracciones del producto reciclado,
7. la compatibilidad con el Medio Ambiente,
8. la verificación o Control de Calidad, interno,
la verificación o el aseguramiento de Calidad, externo.
Descripción de las mencionadas facetas:
1 .La obtención de los derribos a reciclar:
los materiales primarios utilizados para la producción se obtienen procedentes de derribos minerales de la construcción;
el derribo mineral procede de fracciones de derribos selectivos (son materiales seleccionados), que por razones de su composición heterogénea se clasificaran según el 'Catálogo Europeo de los Residuos de la Construcción y de Derribo, grupo 17.00.00´; dicha selección se realizará, a ser posible directamente en la obra, o posteriormente mediante procesos mecánicos de estría, combinado con una selección manual, a su vez se separan todos los materiales y partículas no admitidos en el producto final.
2. Admisión y almacenaje, por tipos de material:
el almacenaje de los derribos o residuos a procesar es el primer paso de la fase de procesamiento (normalmente bajo la gestión y control de la empresa autorizada para su reciclaje), para ello se inicia el control de admisión en planta:
- su paso por una báscula y determinación de su volumen y peso (a efectos de facturación);
- su registro (a efectos de conocer su origen, control administrativo de procedencia, o licencia de obra, estadísticas de tipos);
- su verificación múltiple (tipo de derribo, fracciones contaminantes no deseadas).
Estiba por fracciones de clase de derribo (excavaciones de levantamiento de carreteras, hormigón, mampostería, cerámica, escorias de procesos industriales, etc.).
Estiba por tamaño de bloques de derribo.
3. Procesamiento, revalorización:
La F.I.R., igual que el GERD, entiende que los productos, procedentes de derribos minerales de la
construcción, se producen por empresas del reciclaje, con autorización administrativa de la autoridad competente.
4. Clase o categoría de los productos,
p.e las reglas alemanas para el aseguramiento de calidad RAL RG 501/1 contemplan la:
- Clase I: Son materiales para las capas superiores de carreteras, clase I y se determinan según las características resumidas en dichas reglas RAL, su 'tabla 1 y 2'.
- Clase II: Son materiales para las capas superiores de carreteras clase II, que corresponden a las características resumidas en las reglas RAL, su 'tabla 3 y 4'.
-Clase III: Son materiales para subbases, nivelaciones de suelo, terraplenes antirruido, etc., clase III, que cumplen las características de calidad fijadas en las reglas RAL, su 'tabla 5 y 6’.
5. Ensayos técnicos, específicos de los materiales de la construcción, para usos regulados:
Se trata:
- del tamaño y forma de los gránulos, su husos y cernido acumulado (composición porcentual en masa), establecidos para poder obtener el máximo grado de compactación, en caso de su
aplicación para bases y subbases, no ligados, en carreteras;
- de la resistencia a la fragmentación del árido,
- de la seguridad del producto ante la congelación (donde proceda)
- de otros ensayos, necesarios en función de la aplicación del producto.
Según la posición de la F.I.R.: 'Los productos tienen que cumplir con las exigencias de las directivas Europeas para la construcción.
Mientras las directivas Europeas no estén en vigor, son válidas las directivas nacionales para la construcción.'
En España tenemos el Grupo de Trabajo "ad hoc, áridos reciclados", integrado en el comité AENOR/CTN 146, que fue constituido hace unos 5 años para redactar las correspondientes normas aplicables para esta gama de productos y que se encuentran en proceso de redacción.
Los países Europeos con largas tradiciones en el reciclaje de los derribos de la construcción han desarrollado normas y directrices al respecto, que constituyen el referente para los Controles de
Calidad, como por ejemplo:
El Instituto alemán para Asegurar la Calidad, ha creado las reglas
- RAL RG 501/1, que se aplican para los productos reciclados con destino a carreteras.
La Sociedad alemana de Investigación de Obras Públicas, de Carreteras y Tráfico, está trabajando en el marco de la constante
actualización en la 'Directriz técnica para el suministro de granulados y mezclas de áridos para la producción de capas no ligadas, - TL G SoB - '.
En Austria son de obligado cumplimiento las 'Directrices - RVS - ; o ' la Directriz para Materiales reciclados de Construcción, una iniciativa del BRV austriaco (asociación similar al GERD).
De Holanda conocemos la directriz - BRL 2506, Especificaciones técnicas nacionales de certificación, relativas a:
1. Áridos reciclados de hormigón para carreteras,
2. Áridos reciclados de carreteras,
3. Áridos para cimentaciones.
De Suiza sabemos, que además de las normas de su Instituto nacional de Normas, operan en este país con una' Guía para el tratamiento y disposición de las Tierras y Materiales de Demolición y Excavación', una obra del ARV (asociación similar al GERD).
6. La composición y características de las distintas fracciones del producto reciclado:
- La indicación y la definición de su grado porcentual (mezcla), de las distintas fracciones (gránulos naturales, hormigón, cerámicos, etc.) componentes del producto, son el referente para poder conocer las propiedades constructivas, su tipo o calidad con vistas a su aplicación.
P.e. la normativa austríaca contempla para las designaciones RA; RB; RAB y RM, los siguientes tipos o calidad:
-tipo o calidad I: componente de fracciones ajenas < 5 % en masa;
- tipo o calidad IIa y IIb: con fracciones ajenas < 12 % en masa;
- tipo o calidad III: con fracciones ajenas < 25 % en masa, para las asignaciones RA; RB; RAB, y con fracciones ajenas < 33 % en masa, para la asignación RM.
La indicación y control del grado de componentes no deseados o peligrosos, en cumplimiento de los limites admisibles, que marca la norma respectiva, es uno de los puntos esenciales del Control de Calidad.
7. La compatibilidad con el Medio Ambiente:
Durante el Control de Calidad, se observarán las exigencias marcadas por la legislación vigente de la protección del Medio Ambiente (p.e.: la inalterabilidad del material granular). Si las propiedades (o mezclas) del tipo de producto contienen componentes que puedan ser lixiviados y que puedan significar un riesgo potencial para el medio ambiente, se realizará el ensayo de lixiviación (norma referente: NLT 326).
8.1 La verificación o Control de Calidad, interno:
Aquí se trata del Control de Calidad realizado por el propio productor, que son verificaciones y ensayos en intervalos cortos, como por ejemplo:
el control de admisión (de cada suministro),
el de la distribución granulométrica ( una vez cada semana).
8.2 La verificación o el aseguramiento de Calidad, externo.
Consiste por parte facultativa de verificación, en la realización de ensayos intensivos, que analizan y definen las propiedades del producto o el cumplimiento de las respectivas normas o especificaciones, que requiere el cliente, en función de su aplicación (véase p.e: La Circular 10/2002 de la D.G. de Carreteras, en vigor a partir de 15/10/02).
Dichas verificaciones se realizan para cada tipo de material, en intervalos de 3 meses, salvo que la normativa aplicable no indica otros plazos de intervención.
Es obvio, que a medida de una producción creciente, se tienen que establecer y perfeccionar los Controles de Calidad, que acompañan esa nueva gama de producción, la de los granulados pétreos reciclados, que son materiales inorgánicos, tratados y regenerados, que previamente han sido utilizados como material de construcción.
Intentaré reseñar los pormenores relevantes que constituyen ese Control de Calidad del producto reciclado y comentaré la normativa técnica, que aplican algunos países Europeos, en los usos regulados.
Podemos decir, que una de las inquietudes del GERD (Gremio de Entidades del Reciclaje de Derribos) desde su fundación, es crear y contribuir para su aplicación, en todos los ámbitos competentes (p.e. Comité AENOR/CTN 146, Grupo de Trabajo "ad hoc, áridos reciclados") normas y guías prácticas, cuyo cumplimento permitirá una certificación de la calidad del nuevo producto, procedente del proceso de reciclaje.
Al comentar los sistemas de calidad, es lógico que observemos las 'Recomendaciones de la F.I.R (Asociación Internacional para el Reciclaje de los Materiales de la Construcción)' que agrupan las formas y estructura del Control de Calidad, relevantes para la producción de Áridos reciclados, en las siguientes 8 facetas:
1. la obtención de los derribos a reciclar,
2. admisión y almacenaje de los derribos, por tipos de material,
3. la fase del procesamiento y revalorización,
4. clase o categoría de los productos,
5. los ensayos técnicos específicos de los materiales de la construcción, para usos regulados,
6. la composición y características de las distintas fracciones del producto reciclado,
7. la compatibilidad con el Medio Ambiente,
8. la verificación o Control de Calidad, interno,
la verificación o el aseguramiento de Calidad, externo.
Descripción de las mencionadas facetas:
1 .La obtención de los derribos a reciclar:
los materiales primarios utilizados para la producción se obtienen procedentes de derribos minerales de la construcción;
el derribo mineral procede de fracciones de derribos selectivos (son materiales seleccionados), que por razones de su composición heterogénea se clasificaran según el 'Catálogo Europeo de los Residuos de la Construcción y de Derribo, grupo 17.00.00´; dicha selección se realizará, a ser posible directamente en la obra, o posteriormente mediante procesos mecánicos de estría, combinado con una selección manual, a su vez se separan todos los materiales y partículas no admitidos en el producto final.
2. Admisión y almacenaje, por tipos de material:
el almacenaje de los derribos o residuos a procesar es el primer paso de la fase de procesamiento (normalmente bajo la gestión y control de la empresa autorizada para su reciclaje), para ello se inicia el control de admisión en planta:
- su paso por una báscula y determinación de su volumen y peso (a efectos de facturación);
- su registro (a efectos de conocer su origen, control administrativo de procedencia, o licencia de obra, estadísticas de tipos);
- su verificación múltiple (tipo de derribo, fracciones contaminantes no deseadas).
Estiba por fracciones de clase de derribo (excavaciones de levantamiento de carreteras, hormigón, mampostería, cerámica, escorias de procesos industriales, etc.).
Estiba por tamaño de bloques de derribo.
3. Procesamiento, revalorización:
La F.I.R., igual que el GERD, entiende que los productos, procedentes de derribos minerales de la
construcción, se producen por empresas del reciclaje, con autorización administrativa de la autoridad competente.
4. Clase o categoría de los productos,
p.e las reglas alemanas para el aseguramiento de calidad RAL RG 501/1 contemplan la:
- Clase I: Son materiales para las capas superiores de carreteras, clase I y se determinan según las características resumidas en dichas reglas RAL, su 'tabla 1 y 2'.
- Clase II: Son materiales para las capas superiores de carreteras clase II, que corresponden a las características resumidas en las reglas RAL, su 'tabla 3 y 4'.
-Clase III: Son materiales para subbases, nivelaciones de suelo, terraplenes antirruido, etc., clase III, que cumplen las características de calidad fijadas en las reglas RAL, su 'tabla 5 y 6’.
5. Ensayos técnicos, específicos de los materiales de la construcción, para usos regulados:
Se trata:
- del tamaño y forma de los gránulos, su husos y cernido acumulado (composición porcentual en masa), establecidos para poder obtener el máximo grado de compactación, en caso de su
aplicación para bases y subbases, no ligados, en carreteras;
- de la resistencia a la fragmentación del árido,
- de la seguridad del producto ante la congelación (donde proceda)
- de otros ensayos, necesarios en función de la aplicación del producto.
Según la posición de la F.I.R.: 'Los productos tienen que cumplir con las exigencias de las directivas Europeas para la construcción.
Mientras las directivas Europeas no estén en vigor, son válidas las directivas nacionales para la construcción.'
En España tenemos el Grupo de Trabajo "ad hoc, áridos reciclados", integrado en el comité AENOR/CTN 146, que fue constituido hace unos 5 años para redactar las correspondientes normas aplicables para esta gama de productos y que se encuentran en proceso de redacción.
Los países Europeos con largas tradiciones en el reciclaje de los derribos de la construcción han desarrollado normas y directrices al respecto, que constituyen el referente para los Controles de
Calidad, como por ejemplo:
El Instituto alemán para Asegurar la Calidad, ha creado las reglas
- RAL RG 501/1, que se aplican para los productos reciclados con destino a carreteras.
La Sociedad alemana de Investigación de Obras Públicas, de Carreteras y Tráfico, está trabajando en el marco de la constante
actualización en la 'Directriz técnica para el suministro de granulados y mezclas de áridos para la producción de capas no ligadas, - TL G SoB - '.
En Austria son de obligado cumplimiento las 'Directrices - RVS - ; o ' la Directriz para Materiales reciclados de Construcción, una iniciativa del BRV austriaco (asociación similar al GERD).
De Holanda conocemos la directriz - BRL 2506, Especificaciones técnicas nacionales de certificación, relativas a:
1. Áridos reciclados de hormigón para carreteras,
2. Áridos reciclados de carreteras,
3. Áridos para cimentaciones.
De Suiza sabemos, que además de las normas de su Instituto nacional de Normas, operan en este país con una' Guía para el tratamiento y disposición de las Tierras y Materiales de Demolición y Excavación', una obra del ARV (asociación similar al GERD).
6. La composición y características de las distintas fracciones del producto reciclado:
- La indicación y la definición de su grado porcentual (mezcla), de las distintas fracciones (gránulos naturales, hormigón, cerámicos, etc.) componentes del producto, son el referente para poder conocer las propiedades constructivas, su tipo o calidad con vistas a su aplicación.
P.e. la normativa austríaca contempla para las designaciones RA; RB; RAB y RM, los siguientes tipos o calidad:
-tipo o calidad I: componente de fracciones ajenas < 5 % en masa;
- tipo o calidad IIa y IIb: con fracciones ajenas < 12 % en masa;
- tipo o calidad III: con fracciones ajenas < 25 % en masa, para las asignaciones RA; RB; RAB, y con fracciones ajenas < 33 % en masa, para la asignación RM.
La indicación y control del grado de componentes no deseados o peligrosos, en cumplimiento de los limites admisibles, que marca la norma respectiva, es uno de los puntos esenciales del Control de Calidad.
7. La compatibilidad con el Medio Ambiente:
Durante el Control de Calidad, se observarán las exigencias marcadas por la legislación vigente de la protección del Medio Ambiente (p.e.: la inalterabilidad del material granular). Si las propiedades (o mezclas) del tipo de producto contienen componentes que puedan ser lixiviados y que puedan significar un riesgo potencial para el medio ambiente, se realizará el ensayo de lixiviación (norma referente: NLT 326).
8.1 La verificación o Control de Calidad, interno:
Aquí se trata del Control de Calidad realizado por el propio productor, que son verificaciones y ensayos en intervalos cortos, como por ejemplo:
el control de admisión (de cada suministro),
el de la distribución granulométrica ( una vez cada semana).
8.2 La verificación o el aseguramiento de Calidad, externo.
Consiste por parte facultativa de verificación, en la realización de ensayos intensivos, que analizan y definen las propiedades del producto o el cumplimiento de las respectivas normas o especificaciones, que requiere el cliente, en función de su aplicación (véase p.e: La Circular 10/2002 de la D.G. de Carreteras, en vigor a partir de 15/10/02).
Dichas verificaciones se realizan para cada tipo de material, en intervalos de 3 meses, salvo que la normativa aplicable no indica otros plazos de intervención.
Construccion de Tuneles
Etiquetas:
Construccion de Tuneles
MEYCO MP 320. Resina inorgánica de gran capacidad de penetración para la pre-inyección y post-inyección en túneles
Introducción al sistema MEYCO MP 320Meyco MP 320 es un producto para inyección en túneles basado en una forma acídica de la sílice amorfa, de diámetro de partícula inferior a 50 nm, que en reacción con el segundo componente del sistema, Meyco MP 320 Acelerante, endurece formando silicatos.
Entonces, el sistema para inyección Meyco MP 320 consta de dos componentes. El componente 1, denominado Meyco MP 320, es un producto líquido que contiene las partículas de sílice que formarán en gel endurecido. Esta sílice reactiva se sintetiza en procesos especiales partiendo de arenas ricas en sílice y empleando carbonatos inorgánicos, para obtener un producto de elevada pureza y altamente reactivo.
El componente 2 del sistema, denominado Meyco MP 320 Acelerante, también líquido, es el agente que provocará la gelidificación del componente 1. En función de la proporción usada, podrá controlarse el tiempo de gelidificación (gel-time) de la resina.
La mezcla entre ambos componentes inicia el proceso de aglomeración de las partículas de Meyco MP 320, formando una red tridimensional endurecida que actúa como sellador de fisuras y grietas.
Aplicaciones en inyección en túnelesEl sistema Meyco MP 320 está especialmente concebido para operaciones de pre-inyección y post-inyección en túneles. Su viscosidad (<10 cps), muy inferior a la de la mayoría de resinas y micro-cementos para inyección, implica una superior capacidad de penetración para sellar fisuras de muy reducido espesor (hasta del orden 0,02 mm).
Capacidad de penetración de Meyco MP 320 en un ensayo de laboratorio. Se emplea una columna de 2 metros de largo rellena de arena de cuarzo, con una fractura máxima teórica de 0,02 mm. La presión de inyección fue de 0,5 MPa y la contrapresión de agua de 0,2 MPa.
Debido a que el gel-time es controlable con la cantidad de Meyco MP 320 Acelerante, el sistema puede adecuarse a prácticamente cualquier requisito puntual de la aplicación. Controlando la proporción de Meyco MP 320 Acelerante puede producirse la gelidificación desde tiempos del orden de los pocos minutos hasta varias horas después del la preparación.
Formación del gel (tiempo de gelidificación)El tiempo de gelidificación (gel-time) se define como el tiempo que transcurre desde la preparación de la mezcla entre Meyco MP 320 y Meyco MP 320 Acelerante hasta su endurecimiento.
El gel-time de Meyco MP 320 es controlable desde el orden de pocos minutos hasta incluso horas, en función de la proporción empleada de Meyco MP 320 Acelerante. Sin embargo, el gel-time se ve afectado por la temperatura también (por lo general, una reducción de 10 ºC implica doblar el tiempo de gelidificación).
Proporción en volumen de Meyco MP 320 Acelerante
Tiempo de gelificación+ 8 ºC
Tiempo de gelificación+ 22ºC
10 %
150 min
60 min
15 %
56 min
21 min
20 %
31 min
13 min
25 %
18 min
7 min
30 %
11 min
5 min
Tiempo de gelidificación aproximado de Meyco MP 320 en función de la proporción de Meyco MP 320 ACELERANTE
El gel formado es un producto endurecido basado principalmente en silicatos, cuya evolución de resistencias se prolonga hasta 28 días de edad.
Resistencia del gel de MEYCO MP 320 a diferentes temperaturas
Aspectos medioambientalesAdemás de las ventajas relativas a la aplicación que ofrece (mayor capacidad de penetración, fácil aplicación…), Meyco MP 320 es un producto totalmente inocuo y no es dañino para el medioambiente.
A diferencia de muchas de las resinas que se emplean para post y pre-inyección, que contienen acrilamidas, isocianatos u otros compuestos altamente tóxicos e incluso cancerígenos, Meyco MP 320 no contiene ningún compuesto que conlleve riesgos químicos importantes. Meyco MP 320 es un producto en base acuosa y no contiene disolventes, por que tampoco es inflamable.
La composición de Meyco MP 320 y Meyco MP 320 Acelerador, así como del producto endurecido, es de naturaleza inorgánica. Incluso las materias primas empleadas para el proceso de producción son respetuosas con el medioambiente. Al mismo tiempo, ninguno de los componentes es contaminante para el agua.
De este modo, y a diferencia de muchos otros productos, Meyco MP 320 es un sistema para inyección en túneles respetuoso para el medioambiente y no tóxico ni peligroso para los operarios.MEYCO MP 320. Resina inorgánica de gran capacidad de penetración para la pre-inyección y post-inyección en túneles
Introducción al sistema MEYCO MP 320Meyco MP 320 es un producto para inyección en túneles basado en una forma acídica de la sílice amorfa, de diámetro de partícula inferior a 50 nm, que en reacción con el segundo componente del sistema, Meyco MP 320 Acelerante, endurece formando silicatos.
Entonces, el sistema para inyección Meyco MP 320 consta de dos componentes. El componente 1, denominado Meyco MP 320, es un producto líquido que contiene las partículas de sílice que formarán en gel endurecido. Esta sílice reactiva se sintetiza en procesos especiales partiendo de arenas ricas en sílice y empleando carbonatos inorgánicos, para obtener un producto de elevada pureza y altamente reactivo.
El componente 2 del sistema, denominado Meyco MP 320 Acelerante, también líquido, es el agente que provocará la gelidificación del componente 1. En función de la proporción usada, podrá controlarse el tiempo de gelidificación (gel-time) de la resina.
La mezcla entre ambos componentes inicia el proceso de aglomeración de las partículas de Meyco MP 320, formando una red tridimensional endurecida que actúa como sellador de fisuras y grietas.
Aplicaciones en inyección en túnelesEl sistema Meyco MP 320 está especialmente concebido para operaciones de pre-inyección y post-inyección en túneles. Su viscosidad (<10 cps), muy inferior a la de la mayoría de resinas y micro-cementos para inyección, implica una superior capacidad de penetración para sellar fisuras de muy reducido espesor (hasta del orden 0,02 mm).
Capacidad de penetración de Meyco MP 320 en un ensayo de laboratorio. Se emplea una columna de 2 metros de largo rellena de arena de cuarzo, con una fractura máxima teórica de 0,02 mm. La presión de inyección fue de 0,5 MPa y la contrapresión de agua de 0,2 MPa.
Debido a que el gel-time es controlable con la cantidad de Meyco MP 320 Acelerante, el sistema puede adecuarse a prácticamente cualquier requisito puntual de la aplicación. Controlando la proporción de Meyco MP 320 Acelerante puede producirse la gelidificación desde tiempos del orden de los pocos minutos hasta varias horas después del la preparación.
Formación del gel (tiempo de gelidificación)El tiempo de gelidificación (gel-time) se define como el tiempo que transcurre desde la preparación de la mezcla entre Meyco MP 320 y Meyco MP 320 Acelerante hasta su endurecimiento.
El gel-time de Meyco MP 320 es controlable desde el orden de pocos minutos hasta incluso horas, en función de la proporción empleada de Meyco MP 320 Acelerante. Sin embargo, el gel-time se ve afectado por la temperatura también (por lo general, una reducción de 10 ºC implica doblar el tiempo de gelidificación).
Proporción en volumen de Meyco MP 320 Acelerante
Tiempo de gelificación+ 8 ºC
Tiempo de gelificación+ 22ºC
10 %150 min
60 min15 %
56 min
21 min
20 %
31 min
13 min
25 %
18 min
7 min
30 %
11 min
5 min
Tiempo de gelidificación aproximado de Meyco MP 320 en función de la proporción de Meyco MP 320 ACELERANTE
El gel formado es un producto endurecido basado principalmente en silicatos, cuya evolución de resistencias se prolonga hasta 28 días de edad.
Resistencia del gel de MEYCO MP 320 a diferentes temperaturas
Aspectos medioambientalesAdemás de las ventajas relativas a la aplicación que ofrece (mayor capacidad de penetración, fácil aplicación…), Meyco MP 320 es un producto totalmente inocuo y no es dañino para el medioambiente.
A diferencia de muchas de las resinas que se emplean para post y pre-inyección, que contienen acrilamidas, isocianatos u otros compuestos altamente tóxicos e incluso cancerígenos, Meyco MP 320 no contiene ningún compuesto que conlleve riesgos químicos importantes. Meyco MP 320 es un producto en base acuosa y no contiene disolventes, por que tampoco es inflamable.
La composición de Meyco MP 320 y Meyco MP 320 Acelerador, así como del producto endurecido, es de naturaleza inorgánica. Incluso las materias primas empleadas para el proceso de producción son respetuosas con el medioambiente. Al mismo tiempo, ninguno de los componentes es contaminante para el agua.
De este modo, y a diferencia de muchos otros productos, Meyco MP 320 es un sistema para inyección en túneles respetuoso para el medioambiente y no tóxico ni peligroso para los operarios.
Introducción al sistema MEYCO MP 320Meyco MP 320 es un producto para inyección en túneles basado en una forma acídica de la sílice amorfa, de diámetro de partícula inferior a 50 nm, que en reacción con el segundo componente del sistema, Meyco MP 320 Acelerante, endurece formando silicatos.
Entonces, el sistema para inyección Meyco MP 320 consta de dos componentes. El componente 1, denominado Meyco MP 320, es un producto líquido que contiene las partículas de sílice que formarán en gel endurecido. Esta sílice reactiva se sintetiza en procesos especiales partiendo de arenas ricas en sílice y empleando carbonatos inorgánicos, para obtener un producto de elevada pureza y altamente reactivo.
El componente 2 del sistema, denominado Meyco MP 320 Acelerante, también líquido, es el agente que provocará la gelidificación del componente 1. En función de la proporción usada, podrá controlarse el tiempo de gelidificación (gel-time) de la resina.
La mezcla entre ambos componentes inicia el proceso de aglomeración de las partículas de Meyco MP 320, formando una red tridimensional endurecida que actúa como sellador de fisuras y grietas.
Aplicaciones en inyección en túnelesEl sistema Meyco MP 320 está especialmente concebido para operaciones de pre-inyección y post-inyección en túneles. Su viscosidad (<10 cps), muy inferior a la de la mayoría de resinas y micro-cementos para inyección, implica una superior capacidad de penetración para sellar fisuras de muy reducido espesor (hasta del orden 0,02 mm).
Capacidad de penetración de Meyco MP 320 en un ensayo de laboratorio. Se emplea una columna de 2 metros de largo rellena de arena de cuarzo, con una fractura máxima teórica de 0,02 mm. La presión de inyección fue de 0,5 MPa y la contrapresión de agua de 0,2 MPa.
Debido a que el gel-time es controlable con la cantidad de Meyco MP 320 Acelerante, el sistema puede adecuarse a prácticamente cualquier requisito puntual de la aplicación. Controlando la proporción de Meyco MP 320 Acelerante puede producirse la gelidificación desde tiempos del orden de los pocos minutos hasta varias horas después del la preparación.
Formación del gel (tiempo de gelidificación)El tiempo de gelidificación (gel-time) se define como el tiempo que transcurre desde la preparación de la mezcla entre Meyco MP 320 y Meyco MP 320 Acelerante hasta su endurecimiento.
El gel-time de Meyco MP 320 es controlable desde el orden de pocos minutos hasta incluso horas, en función de la proporción empleada de Meyco MP 320 Acelerante. Sin embargo, el gel-time se ve afectado por la temperatura también (por lo general, una reducción de 10 ºC implica doblar el tiempo de gelidificación).
Proporción en volumen de Meyco MP 320 Acelerante
Tiempo de gelificación+ 8 ºC
Tiempo de gelificación+ 22ºC
10 %
150 min
60 min
15 %
56 min
21 min
20 %
31 min
13 min
25 %
18 min
7 min
30 %
11 min
5 min
Tiempo de gelidificación aproximado de Meyco MP 320 en función de la proporción de Meyco MP 320 ACELERANTE
El gel formado es un producto endurecido basado principalmente en silicatos, cuya evolución de resistencias se prolonga hasta 28 días de edad.
Resistencia del gel de MEYCO MP 320 a diferentes temperaturas
Aspectos medioambientalesAdemás de las ventajas relativas a la aplicación que ofrece (mayor capacidad de penetración, fácil aplicación…), Meyco MP 320 es un producto totalmente inocuo y no es dañino para el medioambiente.
A diferencia de muchas de las resinas que se emplean para post y pre-inyección, que contienen acrilamidas, isocianatos u otros compuestos altamente tóxicos e incluso cancerígenos, Meyco MP 320 no contiene ningún compuesto que conlleve riesgos químicos importantes. Meyco MP 320 es un producto en base acuosa y no contiene disolventes, por que tampoco es inflamable.
La composición de Meyco MP 320 y Meyco MP 320 Acelerador, así como del producto endurecido, es de naturaleza inorgánica. Incluso las materias primas empleadas para el proceso de producción son respetuosas con el medioambiente. Al mismo tiempo, ninguno de los componentes es contaminante para el agua.
De este modo, y a diferencia de muchos otros productos, Meyco MP 320 es un sistema para inyección en túneles respetuoso para el medioambiente y no tóxico ni peligroso para los operarios.MEYCO MP 320. Resina inorgánica de gran capacidad de penetración para la pre-inyección y post-inyección en túneles
Introducción al sistema MEYCO MP 320Meyco MP 320 es un producto para inyección en túneles basado en una forma acídica de la sílice amorfa, de diámetro de partícula inferior a 50 nm, que en reacción con el segundo componente del sistema, Meyco MP 320 Acelerante, endurece formando silicatos.
Entonces, el sistema para inyección Meyco MP 320 consta de dos componentes. El componente 1, denominado Meyco MP 320, es un producto líquido que contiene las partículas de sílice que formarán en gel endurecido. Esta sílice reactiva se sintetiza en procesos especiales partiendo de arenas ricas en sílice y empleando carbonatos inorgánicos, para obtener un producto de elevada pureza y altamente reactivo.
El componente 2 del sistema, denominado Meyco MP 320 Acelerante, también líquido, es el agente que provocará la gelidificación del componente 1. En función de la proporción usada, podrá controlarse el tiempo de gelidificación (gel-time) de la resina.
La mezcla entre ambos componentes inicia el proceso de aglomeración de las partículas de Meyco MP 320, formando una red tridimensional endurecida que actúa como sellador de fisuras y grietas.
Aplicaciones en inyección en túnelesEl sistema Meyco MP 320 está especialmente concebido para operaciones de pre-inyección y post-inyección en túneles. Su viscosidad (<10 cps), muy inferior a la de la mayoría de resinas y micro-cementos para inyección, implica una superior capacidad de penetración para sellar fisuras de muy reducido espesor (hasta del orden 0,02 mm).
Capacidad de penetración de Meyco MP 320 en un ensayo de laboratorio. Se emplea una columna de 2 metros de largo rellena de arena de cuarzo, con una fractura máxima teórica de 0,02 mm. La presión de inyección fue de 0,5 MPa y la contrapresión de agua de 0,2 MPa.
Debido a que el gel-time es controlable con la cantidad de Meyco MP 320 Acelerante, el sistema puede adecuarse a prácticamente cualquier requisito puntual de la aplicación. Controlando la proporción de Meyco MP 320 Acelerante puede producirse la gelidificación desde tiempos del orden de los pocos minutos hasta varias horas después del la preparación.
Formación del gel (tiempo de gelidificación)El tiempo de gelidificación (gel-time) se define como el tiempo que transcurre desde la preparación de la mezcla entre Meyco MP 320 y Meyco MP 320 Acelerante hasta su endurecimiento.
El gel-time de Meyco MP 320 es controlable desde el orden de pocos minutos hasta incluso horas, en función de la proporción empleada de Meyco MP 320 Acelerante. Sin embargo, el gel-time se ve afectado por la temperatura también (por lo general, una reducción de 10 ºC implica doblar el tiempo de gelidificación).
Proporción en volumen de Meyco MP 320 Acelerante
Tiempo de gelificación+ 8 ºC
Tiempo de gelificación+ 22ºC
10 %150 min
60 min15 %
56 min
21 min
20 %
31 min
13 min
25 %
18 min
7 min
30 %
11 min
5 min
Tiempo de gelidificación aproximado de Meyco MP 320 en función de la proporción de Meyco MP 320 ACELERANTE
El gel formado es un producto endurecido basado principalmente en silicatos, cuya evolución de resistencias se prolonga hasta 28 días de edad.
Resistencia del gel de MEYCO MP 320 a diferentes temperaturas
Aspectos medioambientalesAdemás de las ventajas relativas a la aplicación que ofrece (mayor capacidad de penetración, fácil aplicación…), Meyco MP 320 es un producto totalmente inocuo y no es dañino para el medioambiente.
A diferencia de muchas de las resinas que se emplean para post y pre-inyección, que contienen acrilamidas, isocianatos u otros compuestos altamente tóxicos e incluso cancerígenos, Meyco MP 320 no contiene ningún compuesto que conlleve riesgos químicos importantes. Meyco MP 320 es un producto en base acuosa y no contiene disolventes, por que tampoco es inflamable.
La composición de Meyco MP 320 y Meyco MP 320 Acelerador, así como del producto endurecido, es de naturaleza inorgánica. Incluso las materias primas empleadas para el proceso de producción son respetuosas con el medioambiente. Al mismo tiempo, ninguno de los componentes es contaminante para el agua.
De este modo, y a diferencia de muchos otros productos, Meyco MP 320 es un sistema para inyección en túneles respetuoso para el medioambiente y no tóxico ni peligroso para los operarios.
Guía de Mejores Técnicas Disponibles de fabricación de Cemento en España
Índice
Prólogo
Resumen
1. Información general sobre la Industria del Cemento
2. Procesos y Técnicas aplicadas
2.1 Obtención de materias primas2.2 Almacenamiento y preparación de materias primas
2.2.1. Almacenamiento de materias primas2.2.2. Molienda de materias primas
2.3. Almacenamiento y preparación de los combustibles
2.3.1. Almacenamiento de combustibles2.3.2. Preparación de los combustibles2.3.3. Empleo de residuos como combustible
2.3.3.1. Condiciones termoquímicas de los hornos de clinker2.3.3.2. Limitaciones a la sustitución con combustibles alternativos 2.3.3.3. Preparación de combustibles alternativos2.3.3.4. Manipulación de residuos y alimentación al horno
2.4. Cocción del clínker
2.4.1. Hornos rotativos largos2.4.2. Hornos rotativos equipados con precalentadores2.4.3. Hornos rotativos con precalentador y precalcinador2.4.4. Gases de salida del horno2.4.5. Enfriadores de clínker
2.5. Molienda y almacenamiento de cemento
2.5.1. Almacenamiento del clínker2.5.2. Molienda de cemento2.5.3. Almacenamiento de cemento
2.6. Ensacado y expediciones
3. Niveles actuales de emisiones y consumo de energía y materias primas
3.1. Consumo de materias primas3.2. Consumo de energía3.3. Emisiones
3.3.1. Óxidos de nitrógeno3.3.2. Dióxido de azufre3.3.3. Partículas3.3.4. Óxidos de carbono3.3.5. Compuestos orgánicos volátiles3.3.6. Dibenzodioxinas policloradas y dibenzofuranos3.3.7. Metales y sus compuestos
3.4. Residuos3.5. Ruidos3.6. Olores
4. Las Mejores Técnicas Disponibles en la Industria del Cemento
4.1. Consideraciones previas4.2. MTD de carácter general
4.2.1. Optimización del control de proceso
4.3. MTDs para el control de los óxidos de nitrógeno
4.3.1. MTDs y valores de emisión asociados
4.3.2 Información sobre el quemador de bajo NOx4.3.3 Información sobre la combustión por etapas4.3.4. Información sobre la reducción no catalítica selectiva.
4.4. MTDs para el control de los óxidos de azufre
4.4.1 MTDs y valores de emisión asociados4.4.2. Información sobre la adición de absorbente
4.5. MTDs para el control de las partículas
4.5.1. MTDs y valores de emisión asociados4.5.2. Información sobre el control de las emisiones de fuentes dispersas 4.5.3. Información sobre el control de las emisiones de fuentes puntuales
5. Medición y Control de emisiones a la atmósfera
5.1. Introducción 5.2. Legislación
5.2.1. Legislación básica5.2.2. Registro Europeo de Emisiones Contaminantes (EPER)
5.3. Aspectos básicos de la medición y control de las emisiones a la atmósfera de la industria del cemento
5.3.1. Identificación de los parámetros críticos5.3.2. Tipología de los sistemas de medición 5.3.3. Métodos de cálculo y estimación
5.4. Tipología de los sistemas de medición y control de las emisiones a la atmósfera de la industria del cemento
5.4.1. Control general de parámetros5.4.2. Medición y control de emisiones de partículas sólidas 5.4.3. Medición y control de emisiones de gases 5.4.4. Medición y control de emisiones de dioxinas y furanos 5.4.5. Medición y control de emisiones de metales pesados 5.4.6. Medición y control de otras emisiones de contaminantes
5.5 Condiciones para determinar valores de emisión a partir de equipos de medición en continuo en fábricas de cemento
5.5.1. Ámbito de aplicación 5.5.2. Calibración5.5.3. Homologación5.5.4. Cumplimiento
6. Técnicas emergentes y en desuso en la industria del cemento
6.1. Técnicas emergentes
6.1.1. Tecnología de fabricación de clínker en lecho fluido6.1.2. Reducción catalítica selectiva (SCR)6.1.3. Combustión por etapas combinada con reduccion no-catalítica selectiva (SNCR)
6.2. Técnicas en desuso
ANEXO
1. Acuerdo Voluntario Nacional para la Prevención y el Control de la Contaminación de la Industria del Cemento
PRÓLOGO
1. La ley IPPC y las Mejores Técnicas DisponiblesCon el fin de facilitar la comprensión del presente documento, se describen a continuación los principios básicos de la Ley 16/2002 relativa a la Prevención y Control Integrados de la Contaminación (en adelante Ley IPPC), y la definición que ésta da sobre el concepto de Mejores Técnicas Disponibles (en adelante MTD o BAT).
El propósito de la ley es conseguir la prevención y el control integrados de la contaminación proveniente de las actividades relacionadas en su Anejo I, con el fin de alcanzar un alto grado de protección del medio ambiente, en línea con la filosofía de ‘desarrollo sostenible’ establecida a nivel de la Unión Europea, conjugando el desarrollo económico y social, con la protección de los recursos naturales y el medio ambiente.
En concreto, la ley establece la concesión de autorizaciones ambientales que tengan en consideración los efectos ambientales de la actividad industrial de forma integrada, para lo cual deben incorporarse al análisis cuestiones tales como emisiones a la atmósfera, generación de residuos, vertidos a los cauces, consumo de recursos naturales, etc.
El objetivo final de este enfoque integrado es que la operación y control de las instalaciones industriales se realice de tal forma que garantice una elevada protección del medio ambiente en su conjunto, para lo que la directiva establece que las exigencias ambientales de los permisos deben basarse en las Mejores Técnicas Disponibles, concepto que la directiva define como:
“la fase más eficaz y avanzada de desarrollo de las actividades y de sus modalidades de explotación, que demuestren la capacidad práctica de determinadas técnicas para constituir, en principio, la base de los valores límite de emisión ...”
Tratando de aclarar este importante concepto considera:
“técnicas: la tecnología utilizada junto con la forma en que la instalación esté diseñada, construida, mantenida, explotada y paralizada;”“disponibles: las técnicas desarrolladas a una escala que permita su aplicación en el contexto del sector industrial correspondiente, en condiciones económica y técnicamente viables, ...”“mejores: las técnicas más eficaces para alcanzar un alto nivel general de protección del medio ambiente en su conjunto.”
De los tres conceptos descritos anteriormente, ha sido el de “disponibles” el que más dificultades de interpretación presenta, tanto en lo referente a la viabilidad técnica de las tecnologías consideradas, como en lo que se refiere a la relación coste/beneficio y el impacto que la aplicación de dichas técnicas puede tener sobre la competitividad de los sectores industriales afectados por la Directiva IPPC.
2. Elaboración de este documentoEl artículo 16.2 de la Directiva IPPC establece la obligación de realizar intercambio de información a nivel de la Unión Europea sobre ‘Mejores Técnicas Disponibles’ en los sectores de actividad a los que afecta la directiva.
La Comisión Europea, responsable de coordinar los trabajos de intercambio, estableció una oficina de intercambio (IPPC Bureau), con sede en Sevilla, encargada de organizar el intercambio de información. La orientación y supervisión de los trabajos realizados por dicha oficina corresponde al Foro de Intercambio de Información de la IPPC, Grupo de Expertos de ámbito comunitario en el que están representadas las autoridades ambientales de los países de la Unión Europea, industria y ONGs.
Los trabajos concretos sobre sectores industriales se realizan mediante Grupos de Trabajo Técnicos (TWG, su abreviatura en inglés), en los que participan expertos del sector industrial y de las administraciones ambientales.
El Grupo de Trabajo correspondiente a las industrias del cemento y de la cal comenzó sus trabajos en junio de 1997, y el documento final sobre ambos sectores se hizo público en enero de 2002: Reference Document on Best Available Techniques in the Cement and Lime Manufacturing Industries (en adelante BREF). Está disponible, exclusivamente en versión inglesa, en la web de la oficina de intercambio (eippcb.jrc.es).
El presente documento toma como base de partida el documento BREF, teniendo en cuenta la realidad de la industria cementera española, tanto desde el punto de vista tecnológico como medioambiental. Para ello se ha incorporado la información disponible sobre la industria cementera en nuestro país, y se ha hecho especial hincapié en los aspectos ambientales asociados a la fabricación de cemento que más preocupan e interesan.
En la elaboración del presente documento han participado especialistas medioambientales de las administraciones públicas, y personas expertas de las empresas cementeras españolas, coordinadas en el Grupo de Trabajo ‘Medio Ambiente’ de la Agrupación de Fabricantes de Cemento de España – Oficemen y el Institut Cerdá.
3. Objetivo de este DocumentoCon este documento, se pretende dar un paso más en la adecuación progresiva de la industria cementera española a los principios de la Ley IPPC, cuya aplicación efectiva debe conducir a una mejora del comportamiento ambiental de las fábricas de cemento que las haga plenamente respetuosas con el medio ambiente.
Este documento encuentra un apoyo concreto en el “Acuerdo Voluntario para la Prevención y Control de la Contaminación de la Industria Española del Cemento”, firmado el 28 de noviembre de 2001, entre el Ministerio de Medio Ambiente y la Agrupación de Fabricantes de Cemento de España, cuya cláusula cuarta recoge explícitamente la realización de estudios sobre Mejores Técnicas Disponibles.
No se trata en ningún caso de un documento cerrado, sino que, muy al contrario, de su lectura y debate deben obtenerse, además de un mejor conocimiento de la industria cementera y su interacción con el medio ambiente, nuevas aportaciones que permitan un enriquecimiento del mismo, confiriéndole el dinamismo que la propia Directiva IPPC requiere.
4. Contenido del documentoLos capítulos 1 y 2 proporcionan información sobre la industria del cemento y sobre los procesos de fabricación.
El capítulo 3 proporciona información concerniente a niveles de consumo (energía y materias primas) y emisiones, reflejando la situación en las instalaciones existentes en el momento de su elaboración.
El capítulo 4 presenta las técnicas consideradas como MTD, y los niveles de consumo y emisión que se consideran asociados a las mismas. Las técnicas y los niveles indicados en el capítulo 4 no son necesariamente apropiados para todas las instalaciones. En el caso de instalaciones existentes, deberá tenerse en consideración la viabilidad técnica y económica de modificarlas.
Los niveles de emisión asociados no son en modo alguno valores límite de emisión. La determinación de los límites de emisión en las condiciones del permiso, o en la elaboración de obligaciones legales sectoriales, deberán decidirse en su momento tomando en consideración, además de las MTD, los factores específicos medioambientales tales como las características técnicas de las instalaciones, la ubicación geográfica de las mismas y las condiciones ambientales locales.
El capítulo 5 trata sobre los sistemas de medida y control de emisiones aplicables a la industria del cemento. En él se identifican, por un lado, los parámetros legales y de operación que caracterizan los procedimientos de medición y control, y por otro, los principales métodos de medición que pueden ser utilizados. Además de los requisitos legales, se disponen los objetivos del Acuerdo Voluntario de Prevención y Control Integrados de la Contaminación en la industria del cemento.
Asimismo, se resumen las características de los métodos más usuales y se describe, en cada caso, la metodología de toma de muestras y análisis, con mención especial del procedimiento de comparación de los datos obtenidos con la legislación.
En el capítulo 6 se presentan las técnicas emergentes que podrían en un futuro considerarse en la determinación de MTD, si superan el estadio actual de desarrollo para convertirse en opciones industriales aplicables técnica y económicamente, y las técnicas que pueden considerarse en desuso para nuevas instalaciones en Europa.
RESUMEN
La Industria del CementoEl cemento es un material básico para la edificación y la ingeniería civil. Su principal propiedad es la de formar masas pétreas resistentes y duraderas cuando se mezcla con áridos y agua. El endurecimiento (fraguado) de la mezcla ocurre transcurrido un cierto tiempo desde el momento en que se realiza la mezcla, lo que permite dar forma (moldear) la piedra artificial resultante. Estas tres cualidades (moldeable, resistente, duradero) hacen que los productos derivados del cemento tengan una gran aplicación en la construcción de infraestructuras y otros elementos constructivos.
El consumo y la producción de cemento están ligados directamente a la actividad constructiva (pública y privada) en cada momento, y por lo tanto sigue una evolución muy pareja a la situación económica general. La producción de cemento en la Unión Europea alcanzó en el año 2000 los 194,3 millones de toneladas, aproximadamente el 11,4 % de la producción mundial. En España las cifras de producción y consumo de cemento se situaron en 38,2 y 38,4 millones de toneladas respectivamente en el año 2000, los valores más altos de la Unión Europea junto con Italia. De la producción del cemento en ese año 1,1 millones fueron de cemento blanco.
En el proceso de fabricación de cemento, pueden diferenciarse tres etapas básicas:
a) Obtención y preparación de materias primas (caliza, marga, arcilla) que son finamente molidas para obtener crudo.b) Cocción del crudo en un horno rotatorio hasta temperaturas de 1.450 ºC (2.000ºC de temperatura de llama) para la obtención de un producto semielaborado denominado clínker de cemento.c) Molienda conjunta del clínker con otros componentes (cenizas volantes, escoria, puzolana, yeso) para obtener el cemento.
La fabricación de cemento es una actividad industrial intensiva en energía, térmica para la cocción de las materias primas; y eléctrica para las operaciones de molienda, manipulación de materiales e impulsión de gases. Los costes energéticos se sitúan alrededor del 30% de los costes de producción.
En la Unión Europea hay unas 300 instalaciones de fabricación de cemento, en las que están en funcionamiento más de 400 hornos de clínker. En España, están en operación 42 fábricas de cemento, en las que operan cerca de 60 hornos y más de 100 molinos de cemento.
En lo que al sistema de horno se refiere, se acepta que, salvo condiciones especiales de la materia prima, la Mejor Técnica Disponible consiste en un horno rotatorio dotado de precalentador de ciclones multietapas y precalcinador. El consumo energético para un horno nuevo de estas características se estima entre 2.900 y 3.200 MJ/t de clínker.Aspectos ambientales de la fabricación de cementoLos aspectos ambientales más importantes de la fabricación de cemento son el consumo energético y la emisión a la atmósfera de las siguientes sustancias:
• Partículas (polvo), proveniente de las operaciones de almacenamiento, transporte y manipulación de los materiales pulverulentos presentes en la fábrica (fuentes dispersas o difusas), y de los filtros de desempolvamiento (fuentes localizadas o puntuales).
• Gases de combustión: óxidos de nitrógeno (NOx) y óxidos de azufre (SO2).Las emisiones del horno de clínker están ligadas a las propiedades de las materias primas (humedad, contenido en compuestos sulfurosos volátiles, dificultad de cocción, resistividad, etc) y a la tipología de sistema de horno empleada (vías húmeda, semihúmeda, semiseca y seca).
La medición de las emisiones en fuentes localizadas es necesaria por diversos motivos, especialmente para controlar el cumplimiento de los límites de emisión.
La elección de un método de medición u otro depende principalmente del tipo de sustancia y de diversos factores que pueden afectar a la exactitud y a la precisión de los resultados.
Mejores Técnicas DisponiblesLa mayor parte de las fábricas de cemento españolas y europeas han adoptado las MTD consideradas como técnicas primarias generales:
• optimización del control del proceso,• sistemas gravimétricos de alimentación de combustibles sólidos, en los enfriadores y• sistemas de gestión de energía.
Estas medidas redundan en mejoras de calidad, reducción de costes y reducción de los consumos energéticos y de las emisiones a la atmósfera.
Las MTD para la reducción de las emisiones de NOx son una combinación de las técnicas primarias mencionadas y:
• quemadores de bajo NOx,• combustión por etapas (o escalonada), y• reducción selectiva no catalítica (SNCR).
El nivel de emisión asociado a estas MTD se sitúa entre 500 y 1.200 mg NOx/Nm3 (como NO2), 500-800 mg NOx/Nm3 para instalaciones nuevas, 800 – 1.200 mg NOx/Nm3 para instalaciones existentes en vía seca.Las MTD para reducir las emisiones de SO2 son una combinación de las técnicas primarias mencionadas y la adición de absorbente. El nivel de emisión asociado a estas técnicas sería de 200-400 mg SO2/Nm3 para hornos vía seca.
Las MTD para la reducción de las emisiones de partículas provenientes de fuentes dispersas son:
• protección de los sistemas de transporte (pavimentación y acondicionamiento de viales, cerramiento de cintas, etc)• cerramiento total o parcial de los almacenamientos (silos de clínker, naves cerradas, pantallas de protección contra el viento, etc)• desempolvamiento de los puntos de carga y descarga, y de transferencia en sistemas de transporte
Las MTD para la reducción de las emisiones por fuentes localizadas son, además de las técnicas primarias:
• filtros electrostáticos• filtros de mangas
El nivel de emisión asociado a estas MTD se sitúa en 10 - 50 mg/Nm3, 30 – 50 mg/Nm3 para hornos y enfriadores, 10 - 30 mg/Nm3 para otras instalaciones de desempolvamiento.
1. Información general sobre la Industria del Cemento
El cemento es un material inorgánico, no metálico, finamente molido que cuando se mezcla con agua y áridos forma una pasta que fragua y endurece (morteros y hormigones). Este endurecimiento hidráulico se debe principalmente a la formación de silicatos cálcicos hidratados como resultado de una reacción entre el agua y los constituyentes del cemento. Esta propiedad de conglomerante hidráulico le ha convertido en un material básico de construcción, imprescindible para la edificación y la realización de infraestructuras.
En Europa, el empleo de cementos naturales (en algunos casos sometidos a tratamientos térmicos primarios) en construcción se remonta a la antigüedad (p.e. mortero romano).
El cemento Portland fue patentado en 1824, y es el cemento más ampliamente empleado en la actualidad en la construcción con hormigón.
El consumo y producción de cemento están directamente relacionados con la marcha del sector de la construcción y, por tanto, con la coyuntura económica general.
En la figura 1.1 se aprecia que la producción mundial de cemento ha crecido progresivamente desde comienzos de los años 50, con una fabricación creciente en los países en desarrollo, particularmente en Asia, que cuenta con la mayor parte del crecimiento en la producción mundial de cemento en los años 90.
Figura 1.1: Producción mundial de cemento desde 1950.[Fuente: Informe Cembureau, 1997].
En 2000 la producción mundial de cemento alcanzó los 1.670 M.t. La Tabla 1.1 muestra la distribución de la producción de cemento por regiones geográficas.
2000
2000
ChinaJapónResto de AsiaUnión EuropeaResto de Europa
36%5%21,2%11,4%5,4
Estados UnidosResto de AméricaAfricaCEIOceanía
5,3%8,3%4,3%2,5%0,5%
Tabla 1.1: Producción mundial de cemento por regiones geográficas en 2000[Fuente: Cembureau].
En 2000, la producción de cemento en la Unión Europea totalizó 194,3 M.t y el consumo de cemento alcanzó 190,7 M.t. Se importaron 24 millones de toneladas de cemento y se exportaron 22,7 M.t, (incluido el comercio entre países de la Unión Europea.)
En la Figura 1.2 se muestran las cifras de consumo y de producción de cemento de la Unión Europea.
Figura 1.2: Producción de cemento, incluido el clínker para exportación, y consumo de cemento en la Unión Europea en 2000.[Fuente: Cembureau]
El comercio mundial de cemento supone tan sólo el 6%-7% de la producción, en su mayoría transportado por mar. Hay generalmente poca importación y exportación de cemento, principalmente como resultado del alto costo del transporte por carretera. (los suministros de cemento por carretera suelen ser por lo general a distancias no mayores de 150 km). Aunque estos costes han hecho que históricamente los mercados del cemento hayan sido predominantemente locales, la progresiva globalización de la economía y la consiguiente desaparición de las trabas al comercio internacional suponen un reto para la fabricación de cemento en la Unión Europea, que sufre la presión de importaciones a bajo precio desde países de la cuenca mediterránea y de Europa del este, e incluso desde países asiáticos.
Las cifras de producción en España en los últimos 25 años han evolucionado como indica la figura 1.3, donde se observa la influencia sobre las mismas de la coyuntura económica del país (crisis de principios de los 70, mediados de los 80, inicio de los 90) .
Figura 1.3. Producción de cemento en España 1975-2000 (miles de toneladas).[Fuente: Oficemen].
España, por su condición de país costero presenta mayores niveles de comercio internacional de cemento, a través de las instalaciones portuarias, por lo que la industria cementera española compite en un mercado global totalmente liberalizado.
Hay cerca de 300 plantas de fabricación de cemento existentes en la Unión Europea. Las instalaciones de fabricación suelen ser integrales (plantas con hornos de clínker y molinos de cemento), aunque en algunos casos cuentan únicamente con instalaciones de molienda de cemento (sin horno de clínker).
Hay más de 400 hornos en los países de la UE, aunque no todos están en funcionamiento de forma simultánea. La tendencia observada en el sector en los últimos años ha sido incrementar la capacidad de producción de las fábricas, a la vez que se cerraban las instalaciones más antiguas y de menor capacidad. La capacidad de producción típica en las fábricas de la UE es de aproximadamente 3.000 t/día, equivalente a algo más de 1.000.000 de t al año de producción.
En España el sector de la fabricación del cemento está constituido por 17 empresas pertenecientes a 14 grupos.
La producción se realiza en 42 fábricas, de las cuales 6 son solamente de molienda. Sus capacidades se sitúan entre las 200 a 10.000 t de cemento diarias. La distribución geográfica de estas fábricas se puede apreciar en la figura 1.4. existen 58 hornos de clínker, distribuidos entre las 36 fábricas integrales existentes.
Fig 1.4 Distribución geográfica de las fábricas de cemento en España en 2001.[Fuente: Oficemen].
Los fabricantes de cemento de la UE han incrementado la producción de cemento por hombre/año desde 1.700 t en 1970 a 3.500 t en 1991. Este incremento en la productividad es el resultado de la incorporación progresiva de equipos de producción de gran tamaño y muy automatizados. Estas instalaciones requieren menos personal, pero más altamente cualificado. El número de personas empleadas en la industria del cemento en la Unión Europea se cifra en cerca de 60.000, y en la española en cerca de 6.900.La norma europea EN 197-1 de cementos comunes define las especificaciones de 27 tipos de cemento Portland, divididos en cinco grupos. Además de los anteriores, se fabrican cementos especiales para aplicaciones particulares.
El cemento se emplea fundamentalmente en construcción de edificios e infraestructuras.La tabla 1.2 indica el consumo realizado en España en las cuatro áreas básicas.
Tabla 1.2. Consumo de cemento en España por aplicación en 2000 (%)
Año
%
Edificación residencialEdificación no residencialObra CivilRenovación y conservación edificación
32,517,7436,8
Consumo estimado de cemento
100
[Fuente: Oficemen].
Además de la producción de cemento, las empresas cementeras se han diversificado también en diversos subsectores de materiales de construcción tales como extracción de áridos, plantas de hormigón, prefabricados, etc.
La industria del cemento es una industria intensiva en capital. La inversión necesaria para la construcción de una fábrica de cemento equivale aproximadamente a la facturación de tres años, lo que la convierte en una de las actividades industriales más intensivas en capital.
Los costes de fabricación más importantes son los relacionados con el consumo de energía (combustibles y electricidad), que se sitúan alrededor del 30% de los costes de producción, y los de personal.
Prólogo
Resumen
1. Información general sobre la Industria del Cemento
2. Procesos y Técnicas aplicadas
2.1 Obtención de materias primas2.2 Almacenamiento y preparación de materias primas
2.2.1. Almacenamiento de materias primas2.2.2. Molienda de materias primas
2.3. Almacenamiento y preparación de los combustibles
2.3.1. Almacenamiento de combustibles2.3.2. Preparación de los combustibles2.3.3. Empleo de residuos como combustible
2.3.3.1. Condiciones termoquímicas de los hornos de clinker2.3.3.2. Limitaciones a la sustitución con combustibles alternativos 2.3.3.3. Preparación de combustibles alternativos2.3.3.4. Manipulación de residuos y alimentación al horno
2.4. Cocción del clínker
2.4.1. Hornos rotativos largos2.4.2. Hornos rotativos equipados con precalentadores2.4.3. Hornos rotativos con precalentador y precalcinador2.4.4. Gases de salida del horno2.4.5. Enfriadores de clínker
2.5. Molienda y almacenamiento de cemento
2.5.1. Almacenamiento del clínker2.5.2. Molienda de cemento2.5.3. Almacenamiento de cemento
2.6. Ensacado y expediciones
3. Niveles actuales de emisiones y consumo de energía y materias primas
3.1. Consumo de materias primas3.2. Consumo de energía3.3. Emisiones
3.3.1. Óxidos de nitrógeno3.3.2. Dióxido de azufre3.3.3. Partículas3.3.4. Óxidos de carbono3.3.5. Compuestos orgánicos volátiles3.3.6. Dibenzodioxinas policloradas y dibenzofuranos3.3.7. Metales y sus compuestos
3.4. Residuos3.5. Ruidos3.6. Olores
4. Las Mejores Técnicas Disponibles en la Industria del Cemento
4.1. Consideraciones previas4.2. MTD de carácter general
4.2.1. Optimización del control de proceso
4.3. MTDs para el control de los óxidos de nitrógeno
4.3.1. MTDs y valores de emisión asociados
4.3.2 Información sobre el quemador de bajo NOx4.3.3 Información sobre la combustión por etapas4.3.4. Información sobre la reducción no catalítica selectiva.
4.4. MTDs para el control de los óxidos de azufre
4.4.1 MTDs y valores de emisión asociados4.4.2. Información sobre la adición de absorbente
4.5. MTDs para el control de las partículas
4.5.1. MTDs y valores de emisión asociados4.5.2. Información sobre el control de las emisiones de fuentes dispersas 4.5.3. Información sobre el control de las emisiones de fuentes puntuales
5. Medición y Control de emisiones a la atmósfera
5.1. Introducción 5.2. Legislación
5.2.1. Legislación básica5.2.2. Registro Europeo de Emisiones Contaminantes (EPER)
5.3. Aspectos básicos de la medición y control de las emisiones a la atmósfera de la industria del cemento
5.3.1. Identificación de los parámetros críticos5.3.2. Tipología de los sistemas de medición 5.3.3. Métodos de cálculo y estimación
5.4. Tipología de los sistemas de medición y control de las emisiones a la atmósfera de la industria del cemento
5.4.1. Control general de parámetros5.4.2. Medición y control de emisiones de partículas sólidas 5.4.3. Medición y control de emisiones de gases 5.4.4. Medición y control de emisiones de dioxinas y furanos 5.4.5. Medición y control de emisiones de metales pesados 5.4.6. Medición y control de otras emisiones de contaminantes
5.5 Condiciones para determinar valores de emisión a partir de equipos de medición en continuo en fábricas de cemento
5.5.1. Ámbito de aplicación 5.5.2. Calibración5.5.3. Homologación5.5.4. Cumplimiento
6. Técnicas emergentes y en desuso en la industria del cemento
6.1. Técnicas emergentes
6.1.1. Tecnología de fabricación de clínker en lecho fluido6.1.2. Reducción catalítica selectiva (SCR)6.1.3. Combustión por etapas combinada con reduccion no-catalítica selectiva (SNCR)
6.2. Técnicas en desuso
ANEXO
1. Acuerdo Voluntario Nacional para la Prevención y el Control de la Contaminación de la Industria del Cemento
PRÓLOGO
1. La ley IPPC y las Mejores Técnicas DisponiblesCon el fin de facilitar la comprensión del presente documento, se describen a continuación los principios básicos de la Ley 16/2002 relativa a la Prevención y Control Integrados de la Contaminación (en adelante Ley IPPC), y la definición que ésta da sobre el concepto de Mejores Técnicas Disponibles (en adelante MTD o BAT).
El propósito de la ley es conseguir la prevención y el control integrados de la contaminación proveniente de las actividades relacionadas en su Anejo I, con el fin de alcanzar un alto grado de protección del medio ambiente, en línea con la filosofía de ‘desarrollo sostenible’ establecida a nivel de la Unión Europea, conjugando el desarrollo económico y social, con la protección de los recursos naturales y el medio ambiente.
En concreto, la ley establece la concesión de autorizaciones ambientales que tengan en consideración los efectos ambientales de la actividad industrial de forma integrada, para lo cual deben incorporarse al análisis cuestiones tales como emisiones a la atmósfera, generación de residuos, vertidos a los cauces, consumo de recursos naturales, etc.
El objetivo final de este enfoque integrado es que la operación y control de las instalaciones industriales se realice de tal forma que garantice una elevada protección del medio ambiente en su conjunto, para lo que la directiva establece que las exigencias ambientales de los permisos deben basarse en las Mejores Técnicas Disponibles, concepto que la directiva define como:
“la fase más eficaz y avanzada de desarrollo de las actividades y de sus modalidades de explotación, que demuestren la capacidad práctica de determinadas técnicas para constituir, en principio, la base de los valores límite de emisión ...”
Tratando de aclarar este importante concepto considera:
“técnicas: la tecnología utilizada junto con la forma en que la instalación esté diseñada, construida, mantenida, explotada y paralizada;”“disponibles: las técnicas desarrolladas a una escala que permita su aplicación en el contexto del sector industrial correspondiente, en condiciones económica y técnicamente viables, ...”“mejores: las técnicas más eficaces para alcanzar un alto nivel general de protección del medio ambiente en su conjunto.”
De los tres conceptos descritos anteriormente, ha sido el de “disponibles” el que más dificultades de interpretación presenta, tanto en lo referente a la viabilidad técnica de las tecnologías consideradas, como en lo que se refiere a la relación coste/beneficio y el impacto que la aplicación de dichas técnicas puede tener sobre la competitividad de los sectores industriales afectados por la Directiva IPPC.
2. Elaboración de este documentoEl artículo 16.2 de la Directiva IPPC establece la obligación de realizar intercambio de información a nivel de la Unión Europea sobre ‘Mejores Técnicas Disponibles’ en los sectores de actividad a los que afecta la directiva.
La Comisión Europea, responsable de coordinar los trabajos de intercambio, estableció una oficina de intercambio (IPPC Bureau), con sede en Sevilla, encargada de organizar el intercambio de información. La orientación y supervisión de los trabajos realizados por dicha oficina corresponde al Foro de Intercambio de Información de la IPPC, Grupo de Expertos de ámbito comunitario en el que están representadas las autoridades ambientales de los países de la Unión Europea, industria y ONGs.
Los trabajos concretos sobre sectores industriales se realizan mediante Grupos de Trabajo Técnicos (TWG, su abreviatura en inglés), en los que participan expertos del sector industrial y de las administraciones ambientales.
El Grupo de Trabajo correspondiente a las industrias del cemento y de la cal comenzó sus trabajos en junio de 1997, y el documento final sobre ambos sectores se hizo público en enero de 2002: Reference Document on Best Available Techniques in the Cement and Lime Manufacturing Industries (en adelante BREF). Está disponible, exclusivamente en versión inglesa, en la web de la oficina de intercambio (eippcb.jrc.es).
El presente documento toma como base de partida el documento BREF, teniendo en cuenta la realidad de la industria cementera española, tanto desde el punto de vista tecnológico como medioambiental. Para ello se ha incorporado la información disponible sobre la industria cementera en nuestro país, y se ha hecho especial hincapié en los aspectos ambientales asociados a la fabricación de cemento que más preocupan e interesan.
En la elaboración del presente documento han participado especialistas medioambientales de las administraciones públicas, y personas expertas de las empresas cementeras españolas, coordinadas en el Grupo de Trabajo ‘Medio Ambiente’ de la Agrupación de Fabricantes de Cemento de España – Oficemen y el Institut Cerdá.
3. Objetivo de este DocumentoCon este documento, se pretende dar un paso más en la adecuación progresiva de la industria cementera española a los principios de la Ley IPPC, cuya aplicación efectiva debe conducir a una mejora del comportamiento ambiental de las fábricas de cemento que las haga plenamente respetuosas con el medio ambiente.
Este documento encuentra un apoyo concreto en el “Acuerdo Voluntario para la Prevención y Control de la Contaminación de la Industria Española del Cemento”, firmado el 28 de noviembre de 2001, entre el Ministerio de Medio Ambiente y la Agrupación de Fabricantes de Cemento de España, cuya cláusula cuarta recoge explícitamente la realización de estudios sobre Mejores Técnicas Disponibles.
No se trata en ningún caso de un documento cerrado, sino que, muy al contrario, de su lectura y debate deben obtenerse, además de un mejor conocimiento de la industria cementera y su interacción con el medio ambiente, nuevas aportaciones que permitan un enriquecimiento del mismo, confiriéndole el dinamismo que la propia Directiva IPPC requiere.
4. Contenido del documentoLos capítulos 1 y 2 proporcionan información sobre la industria del cemento y sobre los procesos de fabricación.
El capítulo 3 proporciona información concerniente a niveles de consumo (energía y materias primas) y emisiones, reflejando la situación en las instalaciones existentes en el momento de su elaboración.
El capítulo 4 presenta las técnicas consideradas como MTD, y los niveles de consumo y emisión que se consideran asociados a las mismas. Las técnicas y los niveles indicados en el capítulo 4 no son necesariamente apropiados para todas las instalaciones. En el caso de instalaciones existentes, deberá tenerse en consideración la viabilidad técnica y económica de modificarlas.
Los niveles de emisión asociados no son en modo alguno valores límite de emisión. La determinación de los límites de emisión en las condiciones del permiso, o en la elaboración de obligaciones legales sectoriales, deberán decidirse en su momento tomando en consideración, además de las MTD, los factores específicos medioambientales tales como las características técnicas de las instalaciones, la ubicación geográfica de las mismas y las condiciones ambientales locales.
El capítulo 5 trata sobre los sistemas de medida y control de emisiones aplicables a la industria del cemento. En él se identifican, por un lado, los parámetros legales y de operación que caracterizan los procedimientos de medición y control, y por otro, los principales métodos de medición que pueden ser utilizados. Además de los requisitos legales, se disponen los objetivos del Acuerdo Voluntario de Prevención y Control Integrados de la Contaminación en la industria del cemento.
Asimismo, se resumen las características de los métodos más usuales y se describe, en cada caso, la metodología de toma de muestras y análisis, con mención especial del procedimiento de comparación de los datos obtenidos con la legislación.
En el capítulo 6 se presentan las técnicas emergentes que podrían en un futuro considerarse en la determinación de MTD, si superan el estadio actual de desarrollo para convertirse en opciones industriales aplicables técnica y económicamente, y las técnicas que pueden considerarse en desuso para nuevas instalaciones en Europa.
RESUMEN
La Industria del CementoEl cemento es un material básico para la edificación y la ingeniería civil. Su principal propiedad es la de formar masas pétreas resistentes y duraderas cuando se mezcla con áridos y agua. El endurecimiento (fraguado) de la mezcla ocurre transcurrido un cierto tiempo desde el momento en que se realiza la mezcla, lo que permite dar forma (moldear) la piedra artificial resultante. Estas tres cualidades (moldeable, resistente, duradero) hacen que los productos derivados del cemento tengan una gran aplicación en la construcción de infraestructuras y otros elementos constructivos.
El consumo y la producción de cemento están ligados directamente a la actividad constructiva (pública y privada) en cada momento, y por lo tanto sigue una evolución muy pareja a la situación económica general. La producción de cemento en la Unión Europea alcanzó en el año 2000 los 194,3 millones de toneladas, aproximadamente el 11,4 % de la producción mundial. En España las cifras de producción y consumo de cemento se situaron en 38,2 y 38,4 millones de toneladas respectivamente en el año 2000, los valores más altos de la Unión Europea junto con Italia. De la producción del cemento en ese año 1,1 millones fueron de cemento blanco.
En el proceso de fabricación de cemento, pueden diferenciarse tres etapas básicas:
a) Obtención y preparación de materias primas (caliza, marga, arcilla) que son finamente molidas para obtener crudo.b) Cocción del crudo en un horno rotatorio hasta temperaturas de 1.450 ºC (2.000ºC de temperatura de llama) para la obtención de un producto semielaborado denominado clínker de cemento.c) Molienda conjunta del clínker con otros componentes (cenizas volantes, escoria, puzolana, yeso) para obtener el cemento.
La fabricación de cemento es una actividad industrial intensiva en energía, térmica para la cocción de las materias primas; y eléctrica para las operaciones de molienda, manipulación de materiales e impulsión de gases. Los costes energéticos se sitúan alrededor del 30% de los costes de producción.
En la Unión Europea hay unas 300 instalaciones de fabricación de cemento, en las que están en funcionamiento más de 400 hornos de clínker. En España, están en operación 42 fábricas de cemento, en las que operan cerca de 60 hornos y más de 100 molinos de cemento.
En lo que al sistema de horno se refiere, se acepta que, salvo condiciones especiales de la materia prima, la Mejor Técnica Disponible consiste en un horno rotatorio dotado de precalentador de ciclones multietapas y precalcinador. El consumo energético para un horno nuevo de estas características se estima entre 2.900 y 3.200 MJ/t de clínker.Aspectos ambientales de la fabricación de cementoLos aspectos ambientales más importantes de la fabricación de cemento son el consumo energético y la emisión a la atmósfera de las siguientes sustancias:
• Partículas (polvo), proveniente de las operaciones de almacenamiento, transporte y manipulación de los materiales pulverulentos presentes en la fábrica (fuentes dispersas o difusas), y de los filtros de desempolvamiento (fuentes localizadas o puntuales).
• Gases de combustión: óxidos de nitrógeno (NOx) y óxidos de azufre (SO2).Las emisiones del horno de clínker están ligadas a las propiedades de las materias primas (humedad, contenido en compuestos sulfurosos volátiles, dificultad de cocción, resistividad, etc) y a la tipología de sistema de horno empleada (vías húmeda, semihúmeda, semiseca y seca).
La medición de las emisiones en fuentes localizadas es necesaria por diversos motivos, especialmente para controlar el cumplimiento de los límites de emisión.
La elección de un método de medición u otro depende principalmente del tipo de sustancia y de diversos factores que pueden afectar a la exactitud y a la precisión de los resultados.
Mejores Técnicas DisponiblesLa mayor parte de las fábricas de cemento españolas y europeas han adoptado las MTD consideradas como técnicas primarias generales:
• optimización del control del proceso,• sistemas gravimétricos de alimentación de combustibles sólidos, en los enfriadores y• sistemas de gestión de energía.
Estas medidas redundan en mejoras de calidad, reducción de costes y reducción de los consumos energéticos y de las emisiones a la atmósfera.
Las MTD para la reducción de las emisiones de NOx son una combinación de las técnicas primarias mencionadas y:
• quemadores de bajo NOx,• combustión por etapas (o escalonada), y• reducción selectiva no catalítica (SNCR).
El nivel de emisión asociado a estas MTD se sitúa entre 500 y 1.200 mg NOx/Nm3 (como NO2), 500-800 mg NOx/Nm3 para instalaciones nuevas, 800 – 1.200 mg NOx/Nm3 para instalaciones existentes en vía seca.Las MTD para reducir las emisiones de SO2 son una combinación de las técnicas primarias mencionadas y la adición de absorbente. El nivel de emisión asociado a estas técnicas sería de 200-400 mg SO2/Nm3 para hornos vía seca.
Las MTD para la reducción de las emisiones de partículas provenientes de fuentes dispersas son:
• protección de los sistemas de transporte (pavimentación y acondicionamiento de viales, cerramiento de cintas, etc)• cerramiento total o parcial de los almacenamientos (silos de clínker, naves cerradas, pantallas de protección contra el viento, etc)• desempolvamiento de los puntos de carga y descarga, y de transferencia en sistemas de transporte
Las MTD para la reducción de las emisiones por fuentes localizadas son, además de las técnicas primarias:
• filtros electrostáticos• filtros de mangas
El nivel de emisión asociado a estas MTD se sitúa en 10 - 50 mg/Nm3, 30 – 50 mg/Nm3 para hornos y enfriadores, 10 - 30 mg/Nm3 para otras instalaciones de desempolvamiento.
1. Información general sobre la Industria del Cemento
El cemento es un material inorgánico, no metálico, finamente molido que cuando se mezcla con agua y áridos forma una pasta que fragua y endurece (morteros y hormigones). Este endurecimiento hidráulico se debe principalmente a la formación de silicatos cálcicos hidratados como resultado de una reacción entre el agua y los constituyentes del cemento. Esta propiedad de conglomerante hidráulico le ha convertido en un material básico de construcción, imprescindible para la edificación y la realización de infraestructuras.
En Europa, el empleo de cementos naturales (en algunos casos sometidos a tratamientos térmicos primarios) en construcción se remonta a la antigüedad (p.e. mortero romano).
El cemento Portland fue patentado en 1824, y es el cemento más ampliamente empleado en la actualidad en la construcción con hormigón.
El consumo y producción de cemento están directamente relacionados con la marcha del sector de la construcción y, por tanto, con la coyuntura económica general.
En la figura 1.1 se aprecia que la producción mundial de cemento ha crecido progresivamente desde comienzos de los años 50, con una fabricación creciente en los países en desarrollo, particularmente en Asia, que cuenta con la mayor parte del crecimiento en la producción mundial de cemento en los años 90.
Figura 1.1: Producción mundial de cemento desde 1950.[Fuente: Informe Cembureau, 1997].
En 2000 la producción mundial de cemento alcanzó los 1.670 M.t. La Tabla 1.1 muestra la distribución de la producción de cemento por regiones geográficas.
2000
2000
ChinaJapónResto de AsiaUnión EuropeaResto de Europa
36%5%21,2%11,4%5,4
Estados UnidosResto de AméricaAfricaCEIOceanía
5,3%8,3%4,3%2,5%0,5%
Tabla 1.1: Producción mundial de cemento por regiones geográficas en 2000[Fuente: Cembureau].
En 2000, la producción de cemento en la Unión Europea totalizó 194,3 M.t y el consumo de cemento alcanzó 190,7 M.t. Se importaron 24 millones de toneladas de cemento y se exportaron 22,7 M.t, (incluido el comercio entre países de la Unión Europea.)
En la Figura 1.2 se muestran las cifras de consumo y de producción de cemento de la Unión Europea.
Figura 1.2: Producción de cemento, incluido el clínker para exportación, y consumo de cemento en la Unión Europea en 2000.[Fuente: Cembureau]
El comercio mundial de cemento supone tan sólo el 6%-7% de la producción, en su mayoría transportado por mar. Hay generalmente poca importación y exportación de cemento, principalmente como resultado del alto costo del transporte por carretera. (los suministros de cemento por carretera suelen ser por lo general a distancias no mayores de 150 km). Aunque estos costes han hecho que históricamente los mercados del cemento hayan sido predominantemente locales, la progresiva globalización de la economía y la consiguiente desaparición de las trabas al comercio internacional suponen un reto para la fabricación de cemento en la Unión Europea, que sufre la presión de importaciones a bajo precio desde países de la cuenca mediterránea y de Europa del este, e incluso desde países asiáticos.
Las cifras de producción en España en los últimos 25 años han evolucionado como indica la figura 1.3, donde se observa la influencia sobre las mismas de la coyuntura económica del país (crisis de principios de los 70, mediados de los 80, inicio de los 90) .
Figura 1.3. Producción de cemento en España 1975-2000 (miles de toneladas).[Fuente: Oficemen].
España, por su condición de país costero presenta mayores niveles de comercio internacional de cemento, a través de las instalaciones portuarias, por lo que la industria cementera española compite en un mercado global totalmente liberalizado.
Hay cerca de 300 plantas de fabricación de cemento existentes en la Unión Europea. Las instalaciones de fabricación suelen ser integrales (plantas con hornos de clínker y molinos de cemento), aunque en algunos casos cuentan únicamente con instalaciones de molienda de cemento (sin horno de clínker).
Hay más de 400 hornos en los países de la UE, aunque no todos están en funcionamiento de forma simultánea. La tendencia observada en el sector en los últimos años ha sido incrementar la capacidad de producción de las fábricas, a la vez que se cerraban las instalaciones más antiguas y de menor capacidad. La capacidad de producción típica en las fábricas de la UE es de aproximadamente 3.000 t/día, equivalente a algo más de 1.000.000 de t al año de producción.
En España el sector de la fabricación del cemento está constituido por 17 empresas pertenecientes a 14 grupos.
La producción se realiza en 42 fábricas, de las cuales 6 son solamente de molienda. Sus capacidades se sitúan entre las 200 a 10.000 t de cemento diarias. La distribución geográfica de estas fábricas se puede apreciar en la figura 1.4. existen 58 hornos de clínker, distribuidos entre las 36 fábricas integrales existentes.
Fig 1.4 Distribución geográfica de las fábricas de cemento en España en 2001.[Fuente: Oficemen].
Los fabricantes de cemento de la UE han incrementado la producción de cemento por hombre/año desde 1.700 t en 1970 a 3.500 t en 1991. Este incremento en la productividad es el resultado de la incorporación progresiva de equipos de producción de gran tamaño y muy automatizados. Estas instalaciones requieren menos personal, pero más altamente cualificado. El número de personas empleadas en la industria del cemento en la Unión Europea se cifra en cerca de 60.000, y en la española en cerca de 6.900.La norma europea EN 197-1 de cementos comunes define las especificaciones de 27 tipos de cemento Portland, divididos en cinco grupos. Además de los anteriores, se fabrican cementos especiales para aplicaciones particulares.
El cemento se emplea fundamentalmente en construcción de edificios e infraestructuras.La tabla 1.2 indica el consumo realizado en España en las cuatro áreas básicas.
Tabla 1.2. Consumo de cemento en España por aplicación en 2000 (%)
Año
%
Edificación residencialEdificación no residencialObra CivilRenovación y conservación edificación
32,517,7436,8
Consumo estimado de cemento
100
[Fuente: Oficemen].
Además de la producción de cemento, las empresas cementeras se han diversificado también en diversos subsectores de materiales de construcción tales como extracción de áridos, plantas de hormigón, prefabricados, etc.
La industria del cemento es una industria intensiva en capital. La inversión necesaria para la construcción de una fábrica de cemento equivale aproximadamente a la facturación de tres años, lo que la convierte en una de las actividades industriales más intensivas en capital.
Los costes de fabricación más importantes son los relacionados con el consumo de energía (combustibles y electricidad), que se sitúan alrededor del 30% de los costes de producción, y los de personal.
Universidad Católica de Valparaíso obtiene la primera acreditación de una Escuela de Ingeniería en Construcción en Chile
Comisión Nacional de Acreditación de Pregrado (CNAP) reconoció la calidad de esta Escuela, al certificarla por el plazo máximo de siete años.Por el plazo máximo de siete años que entrega la Comisión Nacional de Acreditación de Pregrado (CNAP) fue acreditada la Escuela de Ingeniería en Construcción de la Pontificia Universidad Católica de Valparaíso, convirtiéndose en la primera en su tipo en ser certificada en Chile.La información fue entregada hoy por el director de la Escuela, Marcel Szanto, quien dijo que la CNAP destacó la interacción de la Escuela de Ingeniería en Construcción de la Católica de Valparaíso con empresas privadas y públicas, a las que entrega asistencia técnica; su buena relación con universidades extranjeras y la calidad de su planta académica.El proceso de acreditación voluntaria de la Escuela partió hace dos años y culminó exitosamente a fines de marzo, pero la decisión fue informada oficialmente hoy (lunes 25 de abril) por el CNAP a la Universidad.Otro de los aspectos relevantes fue el sello distintivo que posee la Escuela de Ingeniería en Construcción de la PUCV, que la diferencia de las otras existentes en 14 universidades del país.Esta Escuela fue una de las primeras unidades académicas que tuvo la PUCV, que inició sus actividades en 1928. En 1951 fue la primera en impartir la carrera de Construcción Civil en Chile y en 1991 fue la primera en convertirse en Escuela de Ingeniería en Construcción.Esta unidad académica se ha destacado por importantes aportes realizados a la especialidad como también al cuidado del medio ambiente, especialmente a través de sus expertos en manejos de rellenos sanitarios y tranques de relave, quienes asesoraron el exitoso cierre del relleno sanitario de La Feria en Santiago.
Suscribirse a:
Entradas (Atom)